
在加工過程中合操縱冷拉冷拔圓鋼緣故皺褶冷拉圓鋼在加工過程中很有可能會造成發皺板損毀,不但了產品成本,另外也導致了原材料的消耗,必須具體分析,并可控。殊不知,工作在加工過程中發皺冷拉圓鋼是:1,BHF不夠,不適當的夾緊空隙應對內部的外緊松難題。2.汽車機油過多或過度經常刷牙漱口頻率,或刷牙漱口不善部位。如圖所示3所顯示,檢測胚料沖過軟的,低抗壓強度的原材料,坯件規格很小,原材料HID。如圖16所顯示,粗略地精準定位不是平穩的,造成部分原材料藏,不善牙齒咬合面樣子,造成徒步入料不勻稱。5,不適度的沖壓模具方位。是操縱冷拉圓鋼皺褶對策以下:1,冷拉圓鋼起縐主視圖情況下,即便周邊的板中造成皺褶,判斷比夾緊力要少,在輥隙力的慢慢,能夠。當拉申圓錐體和半球型預制構件理應,以在上述邊梁的內直徑,以拉深筋拉申地應力。選用在緊后松的標準,以在緊外松,難題。2,用以潤滑脂,油刷工作中應在依照標準系統要求開展,以保證油炭刷和炭刷的恰當部位的油,防止導致皺褶。3,零件毛胚過軟,而不容易危害車子的規定,保質保量的構件和防止發皺冷拉圓鋼。4,精準定位,再加預彎折流程,如必須,以保證不產生壓構件時輻板蛇行難題。更改原材料的表層工作壓力的樣子,以保證零件的品質,防止了輥隙的表層樣子不挪動,造成徒步入料不勻稱。
錫林郭勒機械加工用光圓實力廠商
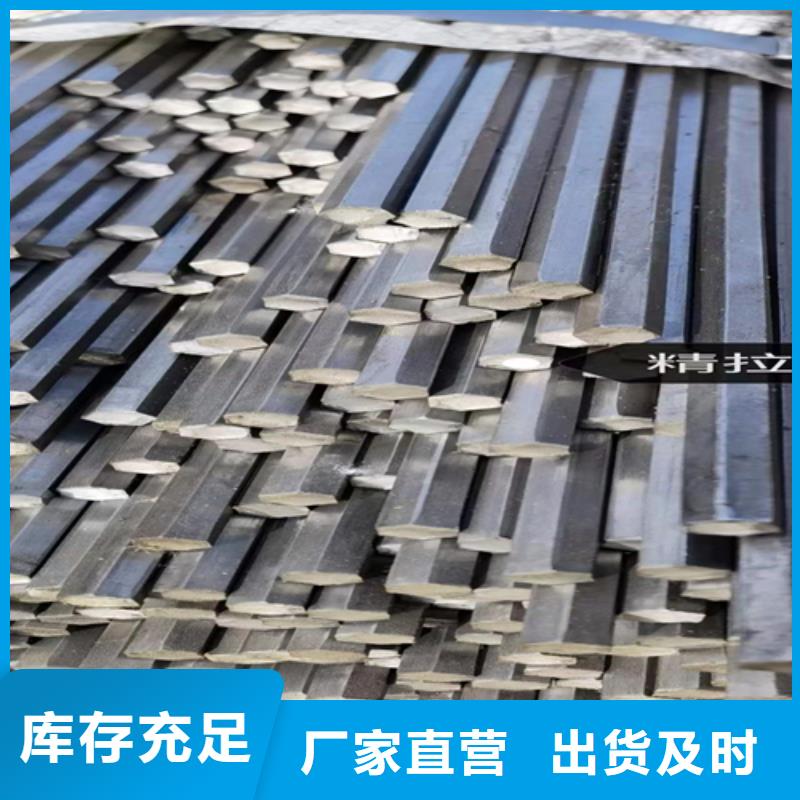
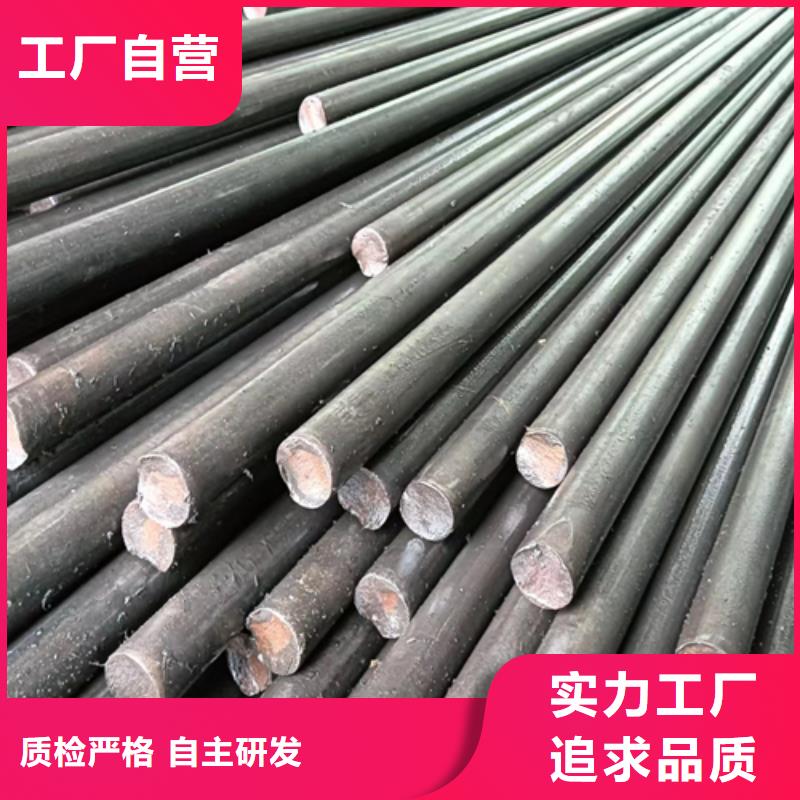
冷拔圓鋼加工工藝特點有:精度高、表面質量好。冷拔工藝過程:軋頭→剝殼→通過潤滑劑盒→進入拔絲模孔。軋頭在軋頭機上進行,目的是將鋼筋端頭軋細,以便穿過拔絲模孔。剝殼是通過3~6個上下排列的輥子,以除去鋼筋表面堅硬的渣殼,潤滑劑常用石灰、動植物油、肥皂、白蠟和水按一定比例制成。剝殼和通過潤滑劑能使鐵渣不致進入拔絲模孔口,以提高拔絲模的使用壽命,并因拔絲模孔存在鐵渣,使鋼絲表面擦傷的現象。剝殼后,鋼筋再通過潤滑劑盒潤滑,進入拔絲模孔進行冷拔。冷拉鋼產品具有以下優點: 形狀規格多樣性 通過設計不同形狀的模具,冷拉出不同截面形狀、不同規格公差的冷拉鋼。角度可設計成直角或圓角。 高度 使用高質量的硬質合金模具以及擁有專業修模人員,確保公差準確、統一。 表面光滑 先進的冷擠壓工藝使得冷拉鋼產品表面光滑明亮。 材料大量節省 冷拉工藝是將原材料冷擠壓變形達致所需的形狀、規格及公差,原材料的耗損極少,相對利用傳統車床機加工切削所耗損的材料,冷拉鋼所節省的材料是非常可觀的,特別當材料用量大,材料成本的節約更為顯著。 加工時間及加工機械節省 由于精度準確,表面狀況良好,冷拉鋼產品可直接使用,如噴涂、打砂、打彎、鉆孔,也可按實際要求精拉之后直接電鍍,免去了大量機加工時間及節省配置加工機械的費用。
 錫林郭勒機械加工用光圓實力廠商
錫林郭勒機械加工用光圓實力廠商
 <錫林郭勒>鑫澤金屬制品有限公司
<錫林郭勒>鑫澤金屬制品有限公司

冷拉冷拔圓鋼的應用規定由于冷拉圓鋼,可以變成建筑構造的關鍵構成部分,因此出自于考慮到,還必須采取防火對策。,表層可以被到的冷拉圓鋼表面上,可以歷經在適當方向或噴霧器模制作而成的來制取,固態混泥土澆筑 及時外鍍層,包括在施工工地增加泥沙泵給冷拉圓鋼的表面,以產生一個防護層。如果是拉申空心型鍍鋅扁鋼,可以被選擇以被添充有冰,以避免 火災事故,由于該方法可以在熱的較低溫度維持鍍鋅扁鋼和消化吸收材料自身的關注度,冷拉圓鋼被置放在墻面或防火材料或構件的現澆板是藏在2個壁中間的打開室內空間,和僅或不一些防火材料做到的目地防火。除此之外,應用防火不銹鋼板材冷拉圓鋼的也可以不是易燃,這類方法的優勢是,阻燃性和熱介電強度好,一般 它可以在沒有輔助機器設備的狀況下,而且鍍層品質輕,也可以具有的潤飾功效,而且暢順地在各種各樣金屬材料材料,在爐膛內焚燒處理的有機化學構成和嚴格管理的清楚部件,從成份中減掉爐里襯的還原原素,而且在批處理命令期內填補在爐里襯焚燒處理的原素。冷拔絲多少錢一噸 冷拉六角鋼廠家 冷拔鋼 冷拔鋼管的標準尺寸 冷拔異型矩形鋼管 冷拔六角鋼機 六角鋼是什么材質 冷拉鋼是什么材質 45#圓鋼 冷拉六角鋼的尺寸標準
錫林郭勒機械加工用光圓實力廠商