產(chǎn)品詳情
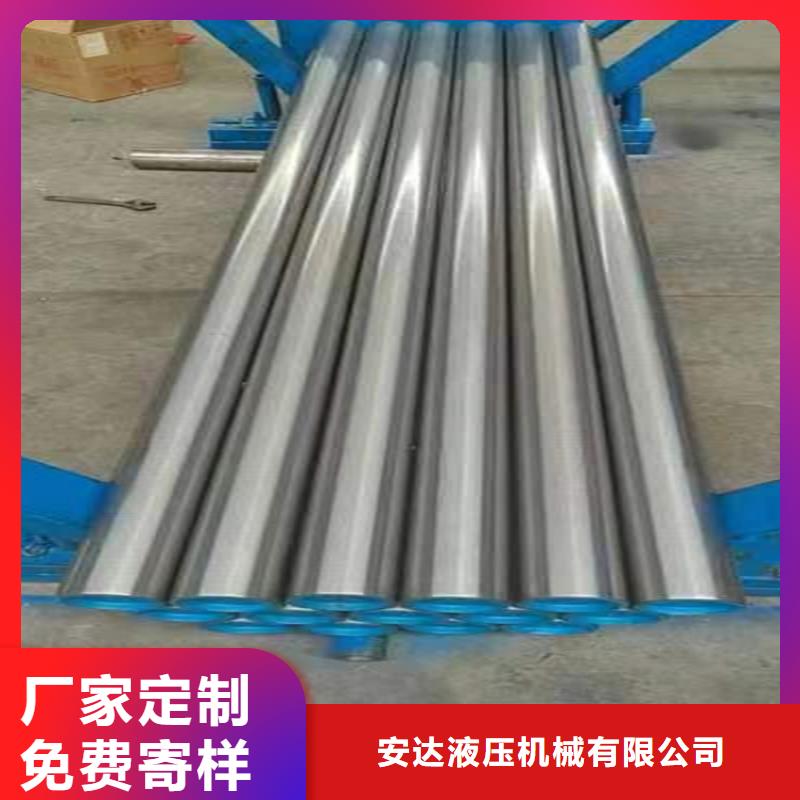
以下是:油缸管廠家供應(yīng)商求推薦的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 5900/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 適用領(lǐng)域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
導(dǎo)讀 油缸管廠家供應(yīng)商求,安達(dá)液壓機械有限公司為您提供油缸管廠家供應(yīng)商求的資訊,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到福建省 泉州市 鯉城區(qū)、豐澤區(qū)、洛江區(qū)、泉港區(qū)、惠安縣、安溪縣、永春縣、德化縣、金門縣、石獅市、晉江市、南安市。 福建省,泉州市 泉州市歷史悠久,經(jīng)濟開發(fā)早在周秦時期就已開始。三國吳永安三年(260年),在今南安市豐州鎮(zhèn)置東安縣治。西晉末年,中原戰(zhàn)亂,士族大批入泉。南朝梁天監(jiān)間(502—519年)置南安郡作郡治,為本地設(shè)置縣、郡治之始。宋元時期,泉州一度成為世界大港。泉州市境內(nèi)有靈山圣墓、開元寺、洛陽橋、安平橋、崇武古城等景點,作為古代“海上絲綢之路”的起點城市,擁有海絲國際藝術(shù)節(jié)舉辦權(quán)。是首批歷史文化名城、首屆東亞文化之都、是世界遺產(chǎn)城市、文化生態(tài)保護區(qū)、全國文明城市、衛(wèi)生城市。
泉州油缸管廠家供應(yīng)商求
<泉州>九冶管業(yè)有限公司
1、絎磨管存在微量變化和淺狀拉痕,可以采用珩磨工藝修復(fù),也可采用鍍層修復(fù)。2、絎磨管內(nèi)表面磨損嚴(yán)重,存在較深縱向拉痕的,按照實物進行測繪,由專業(yè)生產(chǎn)廠俺絎磨管制造工藝重新生產(chǎn)進行更換,近資料顯示,可運用TS311減磨修補修復(fù)大口徑絎磨管。減磨修補劑主要用于對磨損、劃傷金屬零件的修復(fù)。絎磨管修復(fù)過程中,用合金刮刀在劃傷表面剔除深度為1mm以上的溝槽,然后用清洗溝槽表面,用絎磨管內(nèi)徑仿形板調(diào)好的TS311減磨修補劑敷涂于打磨好的表面上,用力刮平,確保壓實,并高于絎磨管內(nèi)表面,待固化后,打磨并留出精加工余量。 通過研磨使絎磨管整體尺寸、行位公差、粗糙度達(dá)到要求,油壓機的珩磨鋼管是液壓傳動的執(zhí)行元件,它與主機的工作機構(gòu)有著直接的聯(lián)系,對于不同的機構(gòu),液壓缸同樣具有不同的用途和要求,因此作為設(shè)計者在設(shè)計前應(yīng)作調(diào)
商求")
jiuye
商求")
2.鑄件白口的高溫石墨化退火鑄件冷卻時,絎磨管表層及薄截面處,往往產(chǎn)生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5 h,隨后爐冷到500-550℃再出爐空冷。在高溫保溫期間 ,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發(fā)生石墨化過程。由于滲碳體的分解,導(dǎo)致硬度下降,從而提高了切削加工性。3.球鐵的正火球鐵正火的目的是為了獲得珠光體基體組織,并細(xì)化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準(zhǔn)備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區(qū)間820~860℃。正火之后一般還需進行四人處理,以正火時產(chǎn)生的內(nèi)應(yīng)力
<泉州>九冶管業(yè)有限公司
泉州油缸管廠家供應(yīng)商求
總結(jié) 選購油缸管廠家供應(yīng)商求來福建省泉州市找安達(dá)液壓機械有限公司,我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:高經(jīng)理-17706353138,{QQ:3573482096},地址:[遼河路燕山路交叉口南500米東首]。