

球墨鑄鐵型材的球化率是爐前檢驗球鑄鐵棒材在其生產過程中是不可缺少的一環,直接關系到球墨鑄鐵型材的質量。而及時、準確判斷鐵液的球化情況,可以迅速采取措施控制球墨鑄鐵棒質量。爐前誤判將會造成大量鑄件報廢,浪費造型工時,因此爐前的及時、準確判斷球化情況比爐后檢驗重要得多。下面格瑞鑄造小編就實際生產中常用的爐前檢驗鐵液球化情況來總結的一些經驗有以下方法。常見的有表面結皮及火苗判斷法。稀土鎂球墨鑄鐵含鎂量較低,又有稀土元素,鐵液表面和純鎂球墨鑄鐵不一樣,表面沒有那么多氧化皮,火苗也沒有那么多而有力。注意的是,當補加1/3鐵液時液面會逸出鎂光及白**火苗,形如燭火。根據火苗數量、高度判斷球化情況及鎂殘余量,火苗越高、越有力,說明球化良好。尤其是在澆注時,從鐵液流中可以看到**火,如高度達25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,則球化較差。從處理后的球墨鑄鐵鐵液表面看,形成氧化膜,并有銀白色滾動的亮點,即為球化良好。但氧化膜太厚,則表示鐵液溫度低。

對QT600-3球墨鑄鐵型材、鑄鐵棒‘薄壁圓管、板狀及缺口試樣,對光滑實心圓棒、缺口實心圓棒、缺口平板和中心孔板試樣進行單軸拉伸試驗以及對薄壁圓管試樣進行扭轉試驗,獲得了試樣的荷載-位移曲線,并測試了材料在不同應力狀態下的斷裂應變;通過對試樣變形過程的觀測,用光學顯微鏡確定了試樣的啟裂位置。結合觀測球墨鑄鐵棒金相組織,采用Matlab編寫程序對球墨鑄鐵棒金相進行了定量金相分析,針對球墨鑄鐵棒金相組織的不同因素討論其球墨鑄鐵棒力學性能的影響;使用光學顯微鏡和掃描電鏡系統對試樣斷口形貌進行觀測,根據試樣宏微觀斷口討論不同試樣的斷裂形式,為研究材料在復雜應力狀態下破壞提供依據。然后采用ABAQUS有限元分析軟件進行塑性大變形數值模擬計算分析,結合數值模擬與顯微觀測結果,確定了不同試樣啟裂點位置的應力狀態參數,進一步探討了斷裂應變與應力三軸度之間的關系。通過研究,得到的主要結論有:(1)根據拉伸和扭轉試驗與數值模擬分析,拉伸和扭轉的等效應力應變曲線基本相同。(2)根據本文的試驗與數值模擬結果可知,缺口實心圓棒試樣斷裂應變隨著應力三軸度的升高而降低,與GTN模型描述由孔洞模型韌性材料破壞規律相符合,而缺口平板試樣和中心孔板試樣的破壞規律與GTN模型描述的斷裂應變與應力三軸度的規律不相符。(3)對斷裂應變相同而應力三軸度不同的情形,發現Lode參數相差較大,可判定Lode參數是影響材料斷裂的重要因素。
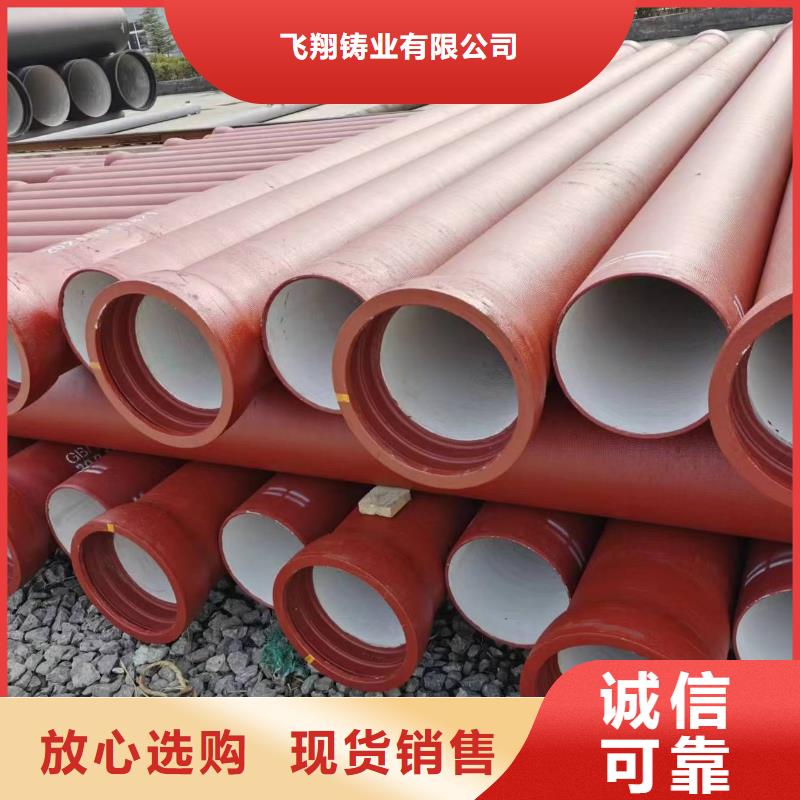
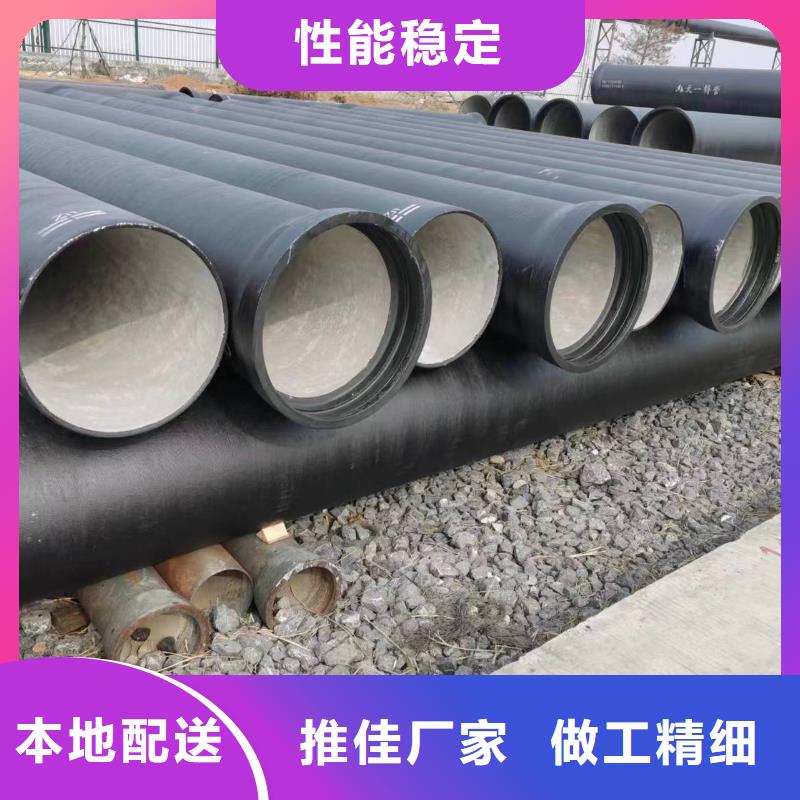
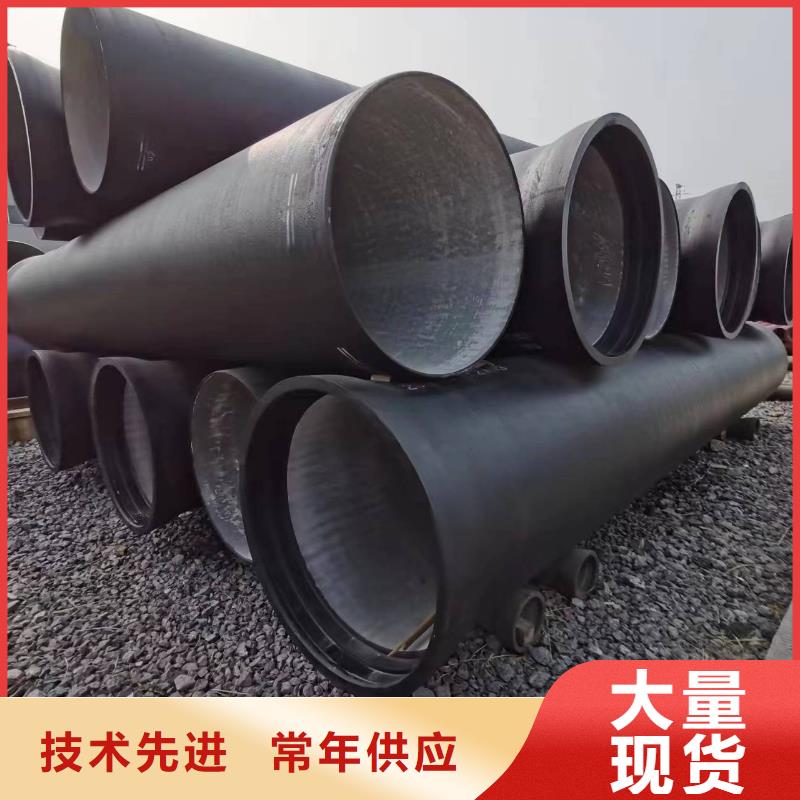
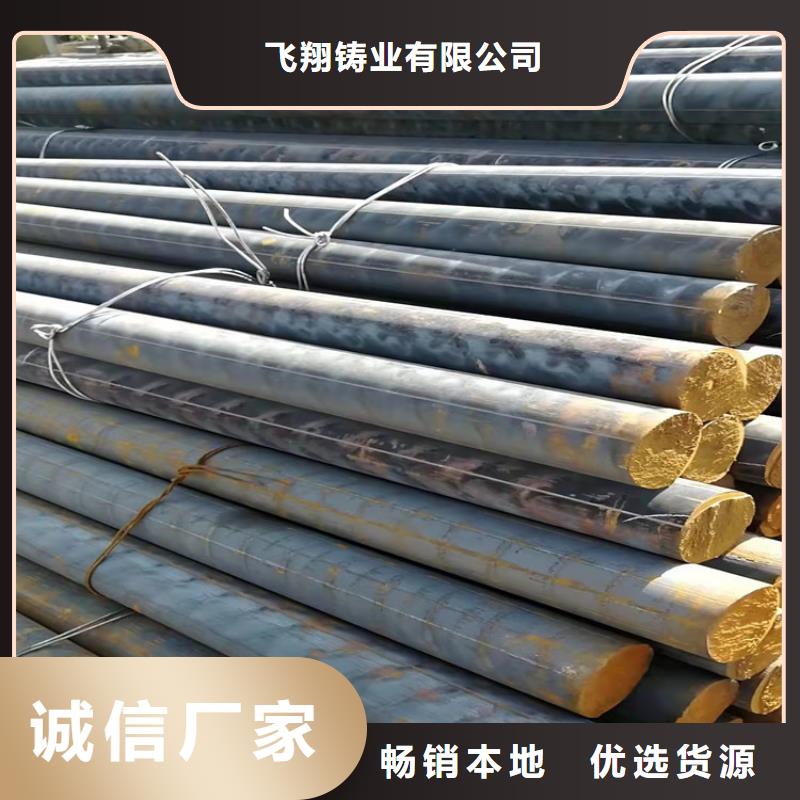
贛州制造球墨鑄鐵半圓型材的廠家

