





鋼板卷管的生產(chǎn)過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。5.采用外控或內控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7.內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。8.焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產(chǎn)工人依此隨時調整工藝參數(shù),及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼板卷管表面質量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。11.焊縫上有連續(xù)聲波探傷標記的部位,經(jīng)過手動超聲波和X射線復查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認缺陷已經(jīng)。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。13.每根鋼板卷管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴格控制。試驗參數(shù)自動打印記錄。
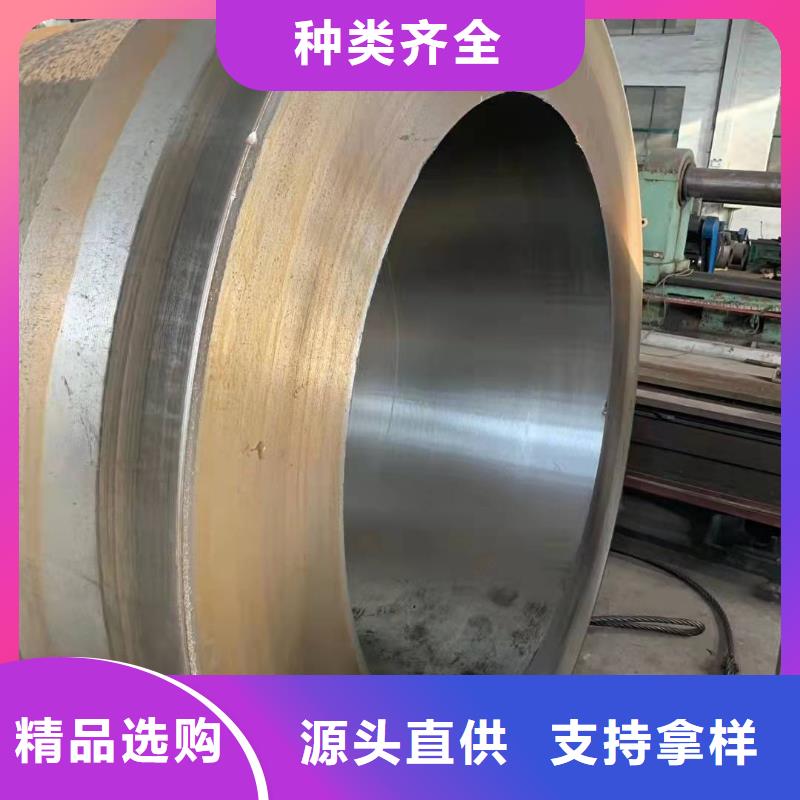
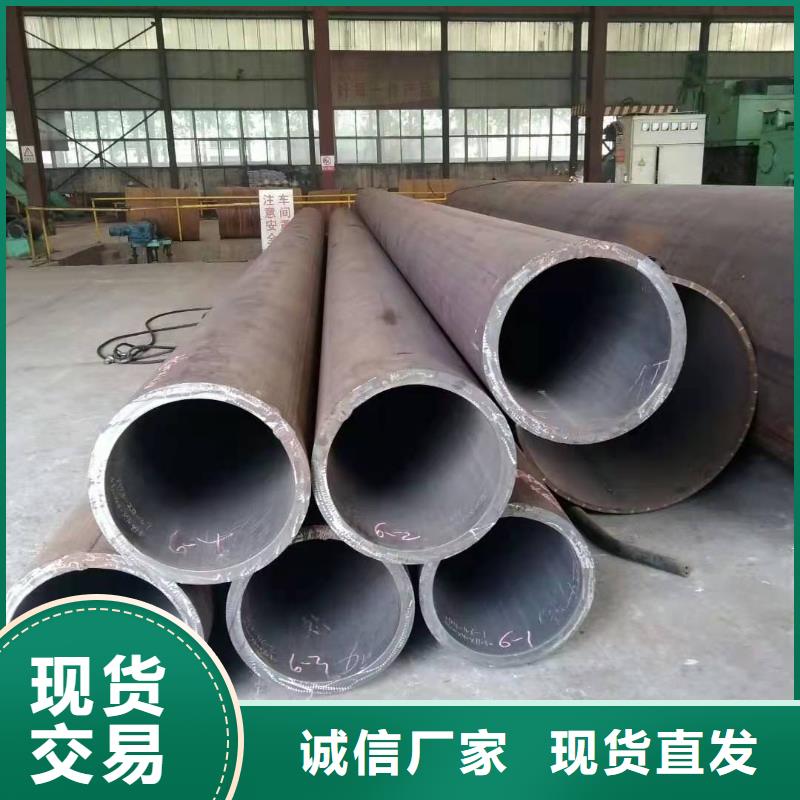
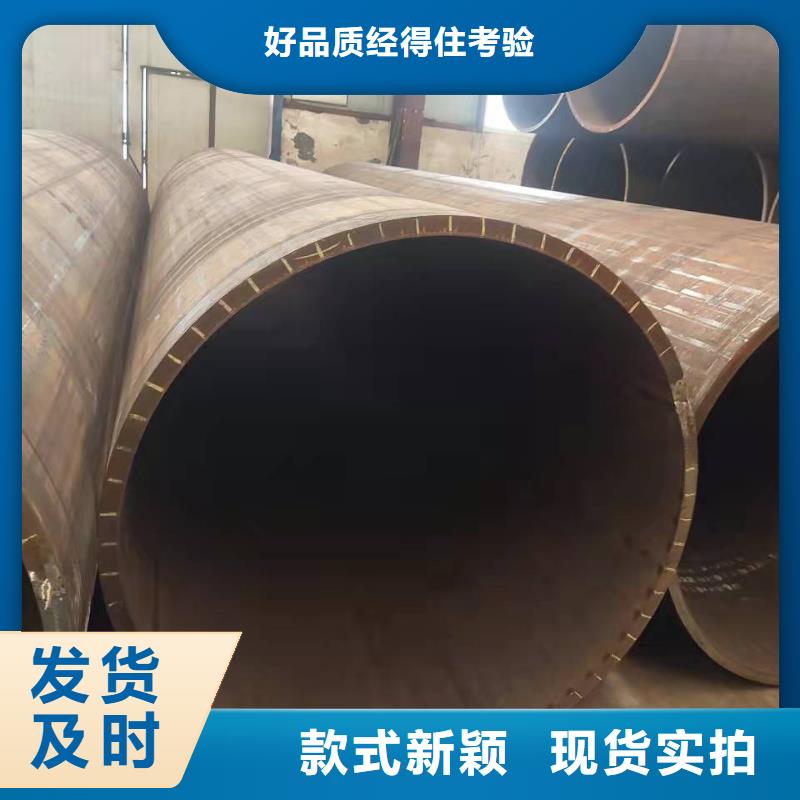
專業(yè)生產(chǎn)口徑400-3500mm、壁厚6-120mm的埋弧焊鋼管 產(chǎn)品廣泛用于:石油、化工、天然氣輸送、打樁、城市供水、供熱、供氣等工程金宏通卷管定制品種有大中口徑鋼板卷管、厚壁卷管、大口徑卷管、板卷管、不銹鋼卷管、合金卷管、卷焊鋼管、直縫焊管 、焊接鋼管。公司有大型卷管機兩套,可生產(chǎn)外徑Ф390-3500mm壁厚8mm-120mm的焊接鋼管和板卷管,歡迎新老客戶洽談選購!
主要生產(chǎn)卷管、Q235B卷管、Q345B厚壁卷管、大口徑卷管、厚壁卷管,材質20# 35# 、45#、16Mn、40Cr、12Cr1MoV、30CrMo等合金管。
大多數(shù)情況下,在成型之後,以提高焊接管形質量。也就是說,擴徑工藝成為了大口徑直縫卷管生產(chǎn)中確保成品管質量的道重要工序。由于拉伸試驗不便于測試,并且由硬度換算到強度很方便,因此人們越來越多地只測試材料硬度而較少測試其強度。特別是由于硬度計技術的不斷進步和推陳出新,如卷管,直縫焊管板和直縫焊管帶等,現(xiàn)在都已經(jīng)可能直接測試硬度了。所以,卷管機認為存在個硬度試驗逐漸代替拉伸試驗的趨勢。在拋光過程中陰極鉛板表面會沉枳出層厚厚的鐵,鎳等雜質,影響鋼板卷管陰極表面導電,導致電流下降,使拋光表面的陰去,嚴重影響拋光質量。因此,要及時將陰極板上的沉積物除去,有時形成硬質厚膜;,要敲打才能除下,后沖洗干凈,以保為什么卷管同管段中有兩個縱向焊縫?知識y在厚壁卷管清洗和預熱過程中,首先是在噴(拋)射處理前,采用清洗的除去厚壁卷管表面的油脂和積垢采用加熱爐對管躰預熱至,使厚壁卷管表面保持干燥狀態(tài)。在噴(拋)射處理時,由于厚壁卷管表面不含油脂等污垢,可增強除銹的效果,干燥的厚壁卷管表面也有利于鋼丸,鋼砂與銹和氧化皮的分離,使除銹后的厚壁卷管表面更加潔凈。
低壓碳鋼板卷管是用鋼錠或實心管坯經(jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。碳鋼板卷管在我國鋼板卷管業(yè)中具有重要的地位。 低壓碳鋼板卷管的規(guī)格用外徑*壁厚毫米數(shù)表示。低壓碳是用10、20、30、35、45等優(yōu)質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。碳鋼板卷管的原料是圓管坯,圓管胚要經(jīng)過切割機的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼板卷管。
