





盤錦角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊盤錦角鋼和不等邊盤錦角鋼之分。等邊盤錦角鋼的 兩個邊寬相等。其規格以邊寬×邊寬×邊厚的毫米數表示。如"∟30×30×3",即表示邊寬為 30毫米、邊厚為3毫米的等邊盤錦角鋼。等邊盤錦角鋼理論重量計算 鋼材理論重量計算的計量單位為公斤( kg )。其為: W (重量, kg ) = F (斷面積 mm2 )× L (長 度, m )×ρ(密度, g/cm3)× 1/1000 鋼的 密度為: 7.85g/cm3等邊盤錦角鋼的表面質量在標準中有規定,一般要求不得存在使用上有害的缺陷,如分層、結疤、裂縫等。等邊盤錦角鋼幾何形狀偏差的允許范圍在標準中也有規定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規定盤錦角鋼不得有顯著的扭轉。
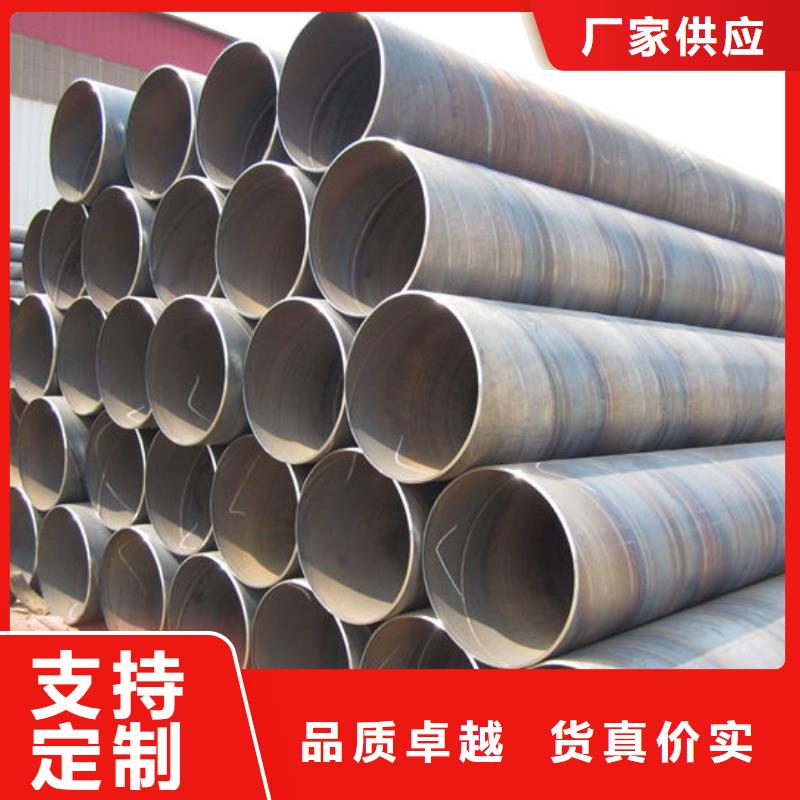
盤錦螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管鋼材則大多采用螺旋焊。大口徑螺旋鋼管廠家,螺旋管的管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
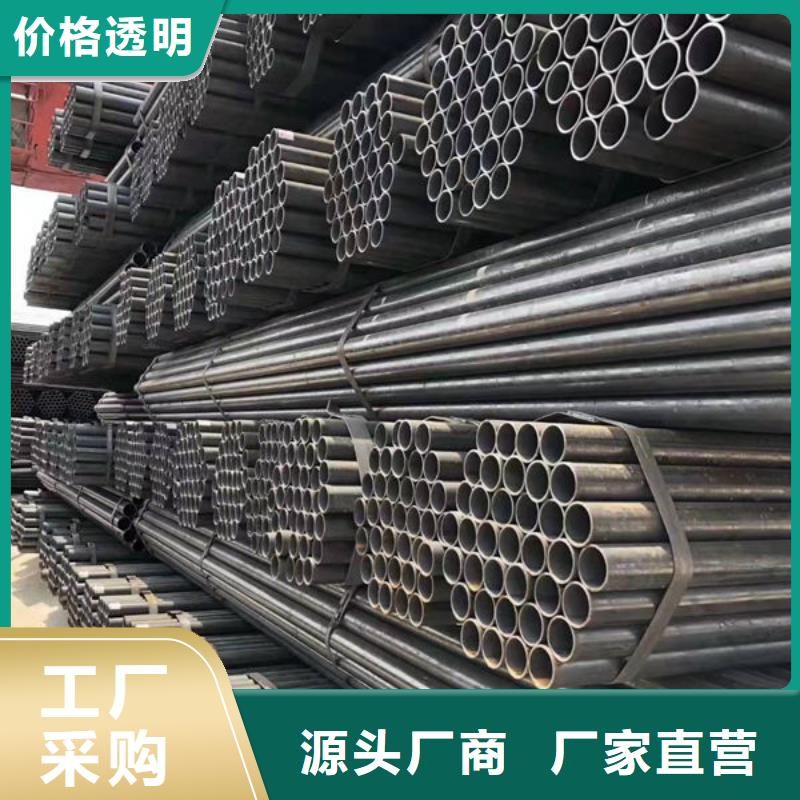
盤錦無縫鋼管發展歷史德國人曼尼斯曼兄弟于1885年首先發明二輥斜軋穿孔機,1891年又發明周期軋管機,1903年瑞士人施蒂費爾(R.C.Stiefel)發明自動軋管機(也稱頂頭式軋管機),以后又出現了連續式軋管機和頂管機等各種延伸機,開始形成近代盤錦無縫鋼管工業。20世紀30年代由于采用了三輥軋管機、擠壓機、周期式冷軋管機,改善了鋼管的品種質量。60年代由于連軋管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了無縫管與焊管競爭的能力。70年代無縫管與焊管正并駕齊驅,世界鋼材產量以每年 5%以上的速度遞增。中國1953年后重視發展盤錦無縫鋼管工業,已初步形成軋制各種大、中、小型管材的生產體系。銅管一般也采用錠坯斜軋穿孔、軋管機軋制、盤管拉伸工藝。
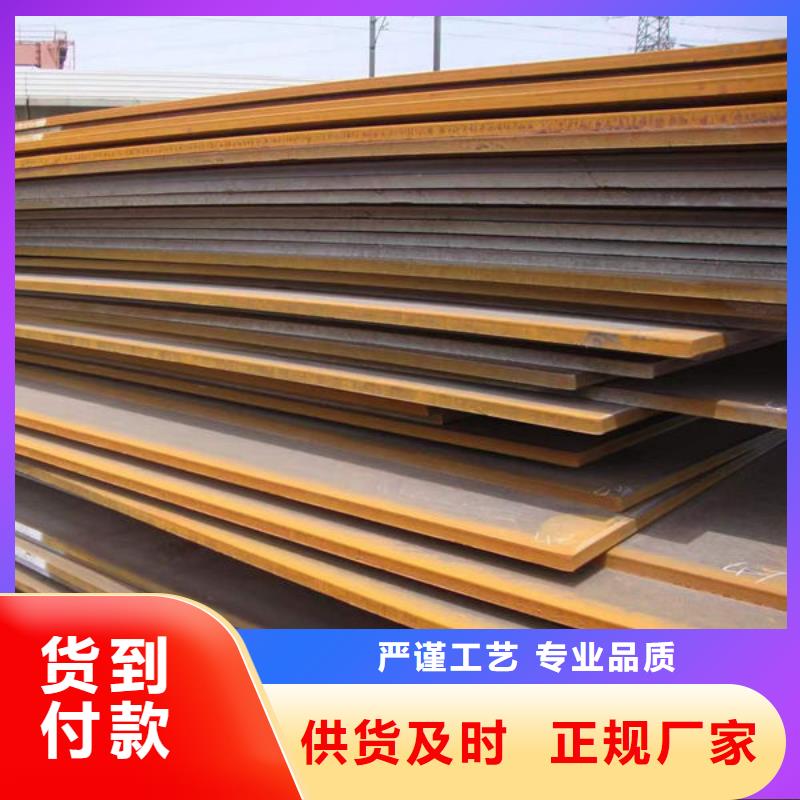
盤錦工字型鋼不論是普通型還是輕型的,由于截面尺寸均相對較高、較窄,故對截面兩個主軸的慣性矩相差較大,故僅能直接用于在其腹板平面內受彎的構件或將其組成格構式受力構件。對軸心受壓構件或在垂直于腹板平面還有彎曲的構件均不宜采用,這就使其在應用范圍上有著很大的局限。H型鋼屬于經濟裁面型材(其它還有冷彎薄壁型鋼材、壓型鋼板等),由于截面形狀合理,它們能使鋼材更高地發揮效能,提高承載能力。不同于普通工字型的是h型鋼的翼緣進行了加寬,且內、外表面通常是平行的,這樣可便于用高強度螺栓和其他構件連接。其尺寸構成系列合理,型號齊全,便于設計選用。