


海西現貨供應全自動鋼筋籠滾焊機_精選廠家
3鋼筋籠滾焊機箍筋不需搭接,較之手工作業節省材料1%,降低了施工成本。4. 鋼筋籠滾焊機由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。5. 鋼筋籠滾焊機機械化加工鋼筋籠在質量控制方面得到了保障,現已被公路建設行業協會作為《公路工程工法》進行推廣,得到業主的普遍認可和喜歡。鋼筋籠滾焊機 工藝流程:1:主筋上料→盤筋上料→主筋穿絲并加緊→盤筋穿絲并纏繞固定→焊接成型→鋼筋籠與旋轉盤分離→卸籠,降下液壓支撐→移動盤復位、準備下一個循環→加內箍筋鋼筋籠滾焊機. 繞筋機 主要性能指標及特點:A、設備分1250MM1500MM、2000MM、2500MM等型號,14M,18M,22M,27M四種規格;

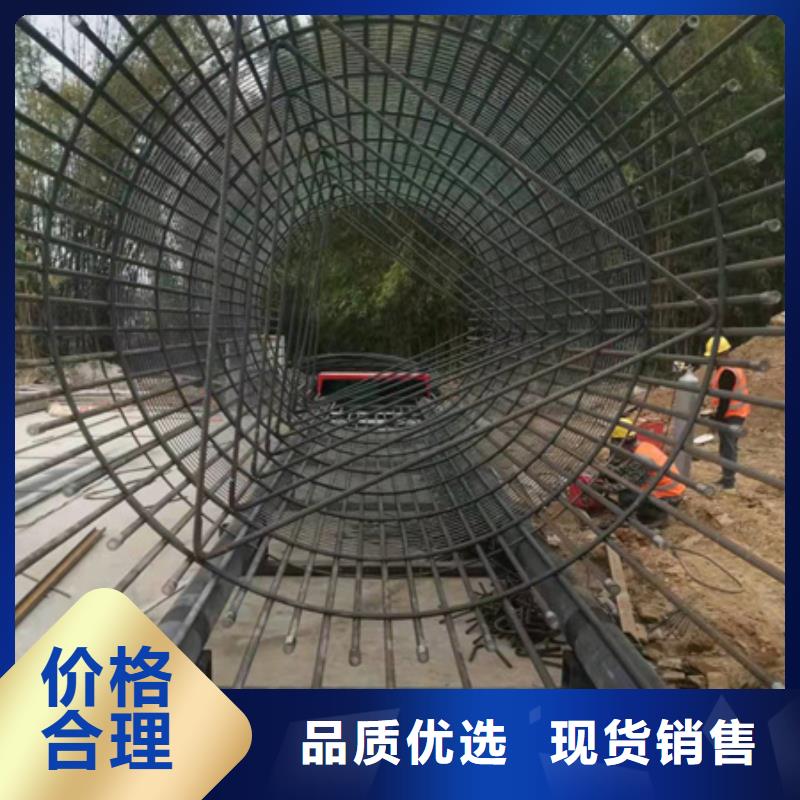
滾龍機箍筋是如何進行的用以生產加工環形的灌注樁,長短能夠超過30米左右,直徑2.5米。灌注樁周邊為螺旋狀電焊焊接箍筋,箍筋間隔能夠由程序流程事先設置。本機器設備具備下列優勢:(1)機器設備只需1人實際操作;(2)?高品質:電子計算機自動控制系統能夠保證縱向鋼筋很好地屬在這條平行線上;(3)電子計算機自動控制系統能夠操縱螺旋式筋間隔,灌注樁不容易出現扭曲狀況。(4)具備機器人焊接,保持全自動電焊焊接。滾龍機箍筋是如何進行的數控機床灌注樁全自動繞筋機歸屬于這種對建筑鋼筋坎坷機合理布局的改進。鋼筋彎箍密秘設備在平整綿軟的路面上,設備載重架時載重架料槽的正中間要看準導向性筒、調直筒型、下切刀孔或裁切傳動齒輪槽的中間線,并堅持不懈豎直,設備好后必不可少自我反思電氣設備線路和整個設備有木有損壞,機械設備的對接件可否可以信賴,各傳動系統單位可否機動性,確定準確無誤側后方可終止試運轉。
 建貿機械設備有限公司
建貿機械設備有限公司
鋼筋籠繞筋機主機:含機架、底座、膠輥、傳動系統等。膠輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。鋼筋籠繞筋機小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動鋼筋籠繞筋機適用于高層建筑、高速公路、高速鐵路、大型橋梁等工程混凝土結構內主骨架鋼筋的彎曲加工能加工直徑φ32mm的度螺紋鋼。鋼筋籠繞筋機原理:鋼筋籠成型機主機是采用摩擦傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。數控鋼筋籠繞筋機打破了傳統彎曲機點動操作模式,鋼筋籠繞筋機增加了控制電壓及制動電機電路,實現鋼筋彎曲自動化,提高了操作的性和彎曲角度定位的準確性,工作效率極高。數控鋼筋籠繞筋機的應用范圍:1)房建領域:數控鋼筋籠繞筋機可針對已澆筑或者綁扎后的鋼筋豎起方向進行彎曲,如剪力墻封頂、樓房封頂時柱子、鋼筋籠頭部主筋彎曲、樁基破土后主筋校直。2)橋梁樁基領域:數控鋼筋籠繞筋機可使6-40毫米或6-50毫米的鋼筋彎成橋梁工程中所需要的各種形狀。3)鋼筋的矯正調直:數控鋼筋籠繞筋機適用于建筑工程上各種普通碳素鋼、螺紋鋼等加工成工程所需的各種幾何形狀。?鋼筋放線機構設置在移動旋轉驅動機構一側,主筋固定裝置由將主筋一端固定的主筋固定器和用于架設主筋的主筋導管組成,主筋固定器設置在移動旋轉驅動機構上,主筋導管設置在固定旋轉驅動機構上,鋼筋籠繞筋機主筋固定器和主筋導管是密布并且相對應的穿孔;焊接機械手安裝在主筋導管一側;隨著科學技術的日益進步,工程機械將會發生翻天覆地的變化,那么未來工程機械可能出現哪些趨勢呢?升級換代速度加快隨著現代高新技術的發展,世界工程機械產品的技術發展和創新更加迅速,更新換代的周期越來越短,產品族群得以拓展,產品系列日臻完善。環境保護要求日益提高為了人類社會和經濟的可持續發展,世界公眾對環境保護提出了越來越嚴格的要求,工程機械有無良好的環保性能將成為參與國際市場競爭的重要指標之一。
jmc 90867
90867

繞筋機性能指標●鋼筋籠直徑:φ400-2800mm●鋼筋籠大長度:12-27m●材料規格:主筋φ12-40mm箍筋φ5-16mm盤筋直接作業●間距范圍:50-450mm●焊接方式:手動焊接任選●操作人數:少2人●設備功率:10kwh~23kwh●設備尺寸:總長度63.技術參數◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盤筋直接作業),繞筋間距范圍:0~450mm可任意;◆ 功率:通設備15KW,加重設備20KW;可定做。◆ 滾焊速度根據操作熟練成度從低到高可任意。◆ 盤電機及電機電源電纜采鏈式保護,確保設備運行。傳統以來,在有樁基施工的建筑工程中,樁基所用的鋼筋籠一直由人工纏繞綁扎或彎圓后焊接。由人工制作鋼筋籠,間距不均勻,松松垮垮,極易變形,影響了工程質量;且需要大量的人力,加工成本也很高。在我國各施工現場,還是以人工加工為主,但鋼筋籠的自動成型已成必然發展趨勢。(設定各功能區域,選擇鋼筋籠生產工藝,確定本機位置) 功能應用主機;含機架、底座、鐵輥、傳動系統等。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。??此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。