


通化水平止水銅片售后完善
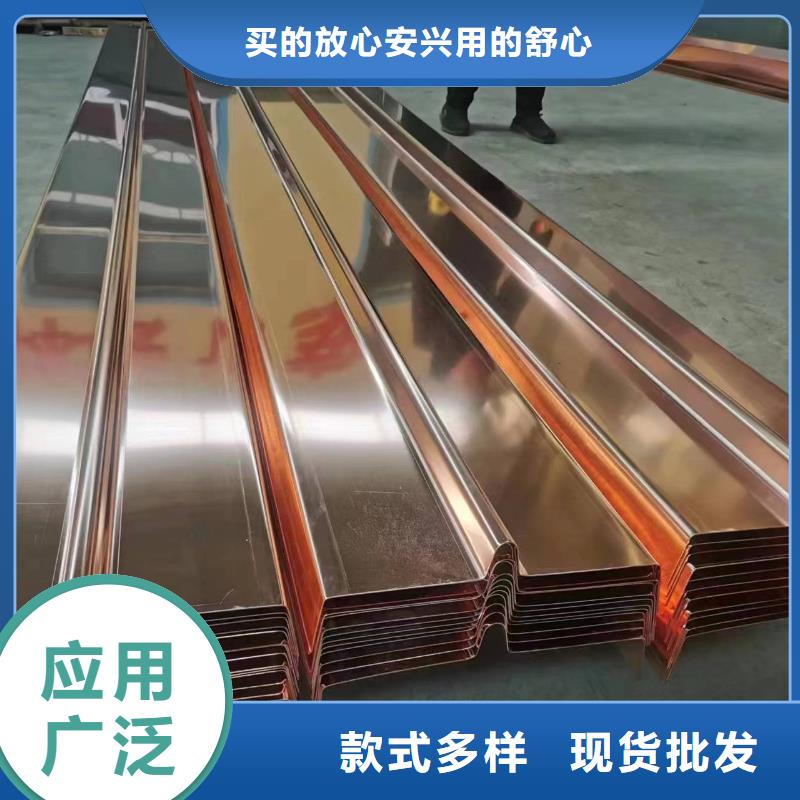
通化止水銅片紫銅止水帶作為一種基本的止水結構,通化止水銅片被廣泛應用于國內外大、中型水利工程水利項目中,紫銅是含銅量不低于99.5%工業純銅,應表面呈現紫色而出名。根據其含銅量不同,其牌號分為T1/T2/T3/T4。
其優點是柔韌性好、抗擾滲能力強、抗腐蝕能力強。
其缺點是紫銅止水帶接頭需要現場焊接,對焊接質量要求高,并且施工造價較高。
紫銅止水帶注意事項
一、紫銅止水帶不應該放置在溫度很高的地方或者陽光直射的地方,同理也不可以放在潮濕處,酸堿性、易燃易爆物更是要遠離。
二、在運輸施工中,防止機械、鋼筋損傷紫銅止水片帶。
三、施工過程中,紫銅止水片帶必須可靠牢固,避免在澆筑混凝土時發生轉移,保證紫銅止水帶在混凝土中的正確位置。
四、固定紫銅止水片帶的方法有:利用附加鋼筋固定、專用卡具固定、鉛絲和模板固定,如需穿孔時,只能選在紫銅止水片帶的邊緣安裝區,不得損傷其他部位。
五、如需大量采購,需要提前選擇好款型,確定要使用的尺寸,異型結構有詳細的圖紙。出廠時盡量確保紫銅止水片帶可以連接一體。
通化水平止水銅片售后完善
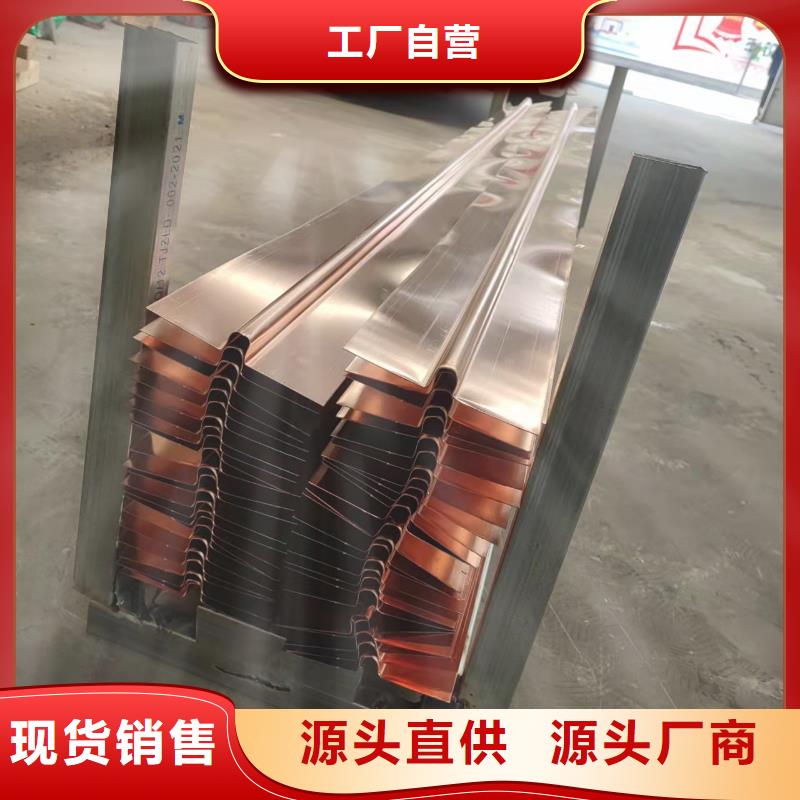
止水銅片接頭成型方法及通化止水銅片的質量控制止水銅片接頭形狀分為:通化止水銅片T型、W型、V型、十字型、Y型、弧型止水銅片、L型、H型、F型異型等。制作方法一
焊接成型:先壓制一定長度的定型止水,再根據異型接頭形狀進行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達到設計要求,但制作工藝復雜,費時費料,外觀質眾差。制作方法二整體沖壓成型:沖壓機沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統的止水銅片成型多采用沖壓機沖壓成型。 止水銅片成型裝置具有結構緊湊、可靠、生產效率高、產品質量好等優點。在施工過程中止水銅片的質量控制程序對每批銅止水帶材料進行試驗→外觀檢查驗收→加工驗收→止水帶連接質量檢驗→安裝→混凝土澆筑過程中看護維護→混凝土澆筑完后外路部分的保護質量。混凝土單元倉號中的止水銅片接頭連接質量要求質檢人員每倉必須進行密封性檢查驗收,監理工程師可適時進行抽查密封性檢驗。止水銅片的加固定位裝置,必須由監理工程師檢查認可后,方可進入下一道施工工序。混凝土澆筑過程中,為避免大骨料在止水帶部位集聚,混凝土卸料點須離止水帶1.0m以上。如有骨料集聚,人工及時進行分散,并仔細加強振搗,確保止水帶結合處混凝土密實。為防止混凝土骨料集中滾落至止水帶部位和防止因混凝土側壓力導致止水擠壓移位,須合理安排布料和振搗程序,應在靠有止水帶的一側先布料和平倉振搗混凝土。同時,在靠止水帶部位的混凝土平整高度應稍高,以避讓在止水帶處混凝土的泌水集中,并對止水帶處的泌水須及時進行排除。根據大壩接縫設置止水銅片的主要意義是止水在水壓力、接縫位移、外界環境的作用下,確保接縫不滲(漏)水。為此,止水銅片的型式和材料質量是止水發揮作用的重要保證。
止水銅片表面應光滑平整并有光澤,應加強對其外觀凹痕、明疤等缺陷的檢查,其表面的銹污、油漬等雜物均應干凈。如有砂眼、釘孔應進行補焊;如有撕裂,應采用與翼緣等寬的母體材料進行雙面搭接焊,搭接片長度不小于100mm,且四周接觸面均須滿焊。
通化水平止水銅片售后完善
止水銅片水工建筑物接縫止水帶型式多樣,通化止水銅片選擇銅止水帶型式和尺寸可從以下因素予以考慮:
1.由接縫變位及縫內水壓力引起的 可能應力應小于材料的設計強度。設計強度的取值應
考慮尺寸效應、蠕變等因素的影響。
2.在水壓力和接縫位移作用應下,止水帶應不發生繞滲或盡量避免發生繞滲。
3.應考慮水質對止水帶侵蝕的影響。
4.應考慮制造工藝和施工的影響,鋼筋混凝土結構中的止水帶應考慮鋼筋布置的影響。
5.如何選擇定型產品:
a.施工縫可采用平板型止水帶。變形縫的止水帶可伸展長度應大于接縫位移矢徑長。止水帶
的翼板長度和是否采用復合型止水帶,應根據抗繞滲要求確定。
b.當運行期環境溫度較低時,不宜選用PVC止水帶。當止水帶在運行期暴露于大氣、陽光下
是,應選用抗老化性能強的合成橡膠止水帶、銅、或不銹鋼止水帶。采用多道止水帶止水有
抗震要求時,宜選用不同材質的止水帶。
c.開敞型止水帶的開口朝向宜考慮結構受力和施工影響。
d.止水帶接頭的位置應避開接縫剪切位移大的部位。
e.止水帶離混凝土表面的距離宜為200mm--500mm,特殊情況下可適當減少。
f.止水帶埋入基巖內的深度可為300mm--500mm,必要時可抽錨筋。止水帶距基巖槽壁不得小
于100mm。水帶通過 計量認證檢驗部門檢驗合格,出產產品可靠、耐
久、安裝簡便,能與混凝土良好結合。本公司同時也致力于研究開發新產品,提高新技術,為客戶提供更多服務
通化水平止水銅片售后完善
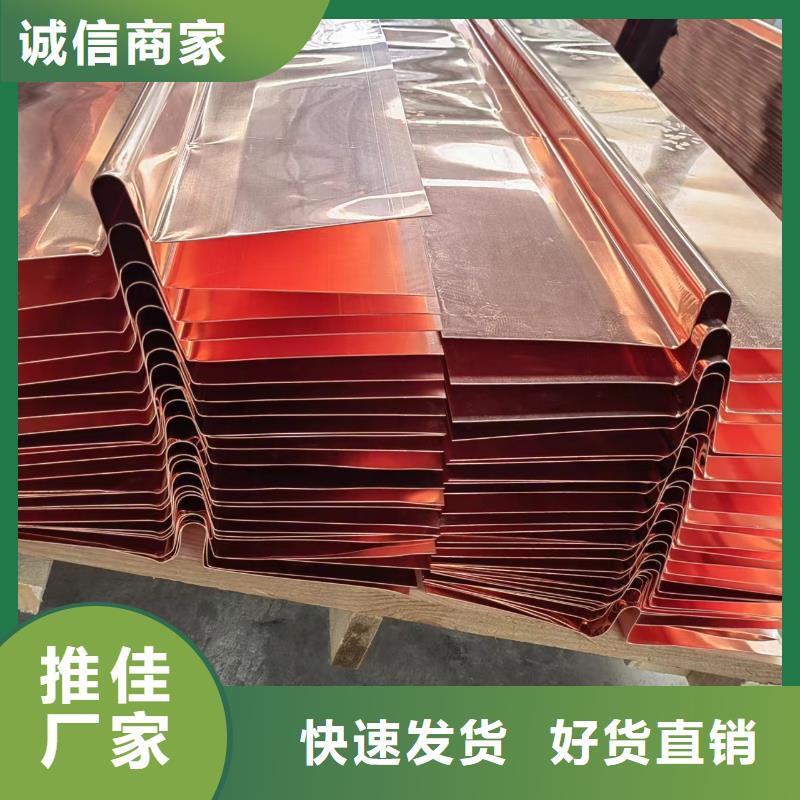
止水銅片接頭成型方法及止水銅片的質量控制
止水銅片接頭形狀分為:通化止水銅片T型、W型、V型、十字型、Y型、弧型通化止水銅片、L型、H型、F型異型等。
制作方法一
焊接成型:先壓制一定長度的定型止水,再根據異型接頭形狀進行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達到設計要求,但制作工藝復雜,費時費料,外觀質眾差。
制作方法二
整體沖壓成型:沖壓機沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統的止水銅片成型多采用沖壓機沖壓成型。 止水銅片成型裝置具有結構緊湊、可靠、生產效率高、產品質量好等優點。
在施工過程中止水銅片的質量控制程序
對每批銅止水帶材料進行試驗→外觀檢查驗收→加工驗收→止水帶連接質量檢驗→安裝→混凝土澆筑過程中看護維護→混凝土澆筑完后外路部分的保護質量。
混凝土單元倉號中的止水銅片接頭連接質量要求質檢人員每倉必須進行密封性檢查驗收,監理工程師可適時進行抽查密封性檢驗。
止水銅片的加固定位裝置,必須由監理工程師檢查認可后,方可進入下一道施工工序。
混凝土澆筑過程中,為避免大骨料在止水帶部位集聚,混凝土卸料點須離止水帶1.0m以上。如有骨料集聚,人工及時進行分散,并仔細加強振搗,確保止水帶結合處混凝土密實。為防止混凝土骨料集中滾落至止水帶部位和防止因混凝土側壓力導致止水擠壓移位,須合理安排布料和振搗程序,應在靠有止水帶的一側先布料和平倉振搗混凝土。
同時,在靠止水帶部位的混凝土平整高度應稍高,以避讓在止水帶處混凝土的泌水集中,并對止水帶處的泌水須及時進行排除。
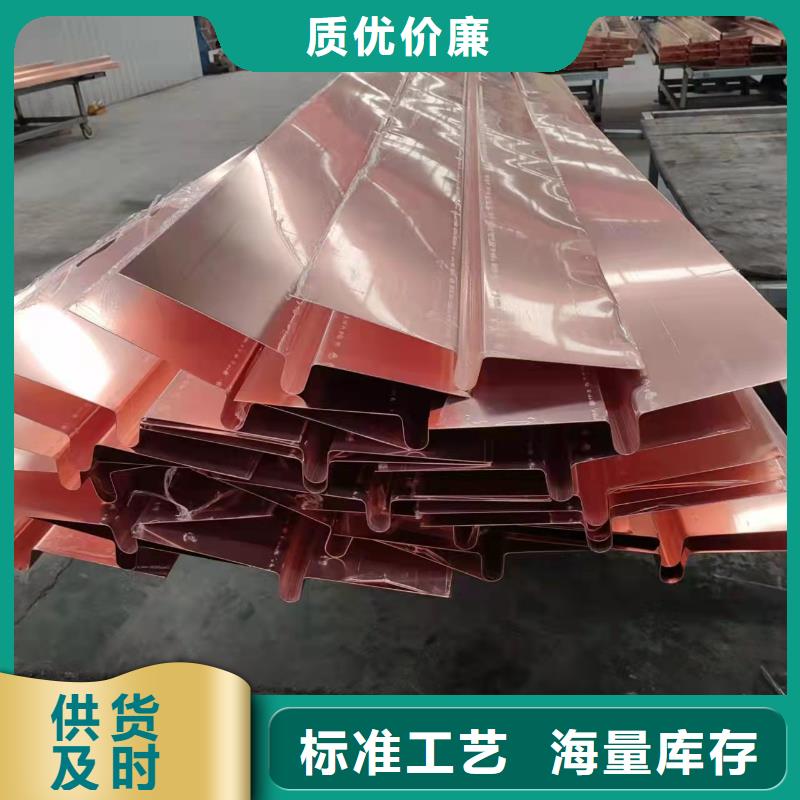
根據大壩接縫設置止水銅片的主要意義是止水在水壓力、接縫位移、外界環境的作用下,確保接縫不滲(漏)水。為此,止水銅片的型式和材料質量是止水發揮作用的重要保證。
止水銅片表面應光滑平整并有光澤,應加強對其外觀凹痕、明疤等缺陷的檢查,其表面的銹污、油漬等雜物均應干凈。如有砂眼、釘孔應進行補焊;如有撕裂,應采用與翼緣等寬的母體材料進行雙面搭接焊,搭接片長度不小于100mm,且四周接觸面均須滿焊。
