


量安心")
量安心")
8.1 焊接工序
1)將鋼管結(jié)尾及七口用鋼棉清潔潔凈。不要用砂布或砂紙清潔,因為會影響清潔的接口而導(dǎo)致很差的焊接效果。 2)管子清潔完畢,應(yīng)當即涂上焊藥助熔劑涂在接口部分和卡口里隙。要將足夠的熔劑薄薄地涂敷在合作面上,并馬上拼裝,這樣塵埃和臟物才不會污染毛細空隙 3)將管完全刺進到卡口的頂端,滾動管子上的套管以確保接頭上的熔劑敷均勻,并承認管子完全刺進承插口底部,然后擦去剩余的焊藥,接頭就拼裝好能夠加熱了。 4)一般運用氧-作為氣源,LPG 焊進行加熱。焊火焰應(yīng)對著銜接處然后對整個銜接部分進行繼續(xù)加熱。這樣能夠避免部分加熱過量。 5)焊吹口不宜過小,避免使熱量過于會集。焊接時吹管應(yīng)與鉛管筆直,不停地移動火焰,以避免部分過熱和熔劑在增加釬料前碳化 6)先加熱銅管再加熱接頭,直到被加熱部分變成暗紅色,此刻 釬料與管子觸摸時,釬料就應(yīng)該熔化, 7)移開火焰。假如釬料沒有熔化,應(yīng)繼續(xù)加熱接頭,再試一次。依造毛細效果將熔化的釬料吸入套管口,直到套管口上呈現(xiàn)一個完好的釬料環(huán)移開火焰。 8)特別留意火焰不要與釬料直觸摸摸,應(yīng)是接頭處的熱量熔化釬料。為清潔銅管,焊藥必定具有必定程度的腐蝕性,在釬焊完結(jié)之有必要加以清潔。所謂的“自清潔”熔劑有游離,因為它們的腐蝕性,一般狀況下并不引薦運用9)焊接時只需加足充溢毛細空隙的釬料就能夠了,釬料過多只會在接頭底部構(gòu)成小球,或許跑進管子里邊。 10)小口徑管子,當運用釬料時,釬料的長度大允等于管子地直徑就足以添滿焊口了。
8.2 焊接過程:
1) 將焊接的部分完全清潔潔凈。2) 去掉銅管結(jié)尾一切的毛刺3)用鋼棉或砂布將接頭部分清潔潔凈4)確保銅管結(jié)尾有恰當并且光滑的套插部分5)焊接紫銅合金時,將火焰調(diào)至中性。6) 用焊圍著接頭部分的四周來回移動以便使接頭部分均勻受熱。跟著套插的部分受熱翹起,它會擴張并脫離銅管,然后焊料距離。7)將焊接的接頭部分加熱,當?shù)竭^的溫度時,焊條會館 化并掉下一小部分,將火焰移開約兩寸,將火焰沿焊接部分米回移動,以便繼續(xù)加熱,8)按淡紅色的指示參加焊條直到焊接完結(jié)中止,讓其圍著接頭部分漫流直到接口處構(gòu)成一圈細的焊縫不同的方位
9.整理
焊接完結(jié)后,先讓工件在末遭到任何移動之前冷卻下來使釬料凝結(jié),并用濕布和熱水擦洗管子外壁以鏟除去一切殘留的熔劑,假如熔劑殘留在體系中會對銅管構(gòu)成部分腐蝕。
10.閥門裝置:
10.1 裝置前,應(yīng)仔細查看核對類型與規(guī)格,是否契合規(guī)劃要求。查看閥桿和閥盤是否靈敏,有無卡阻和傾斜現(xiàn)象閥盤有必要封閉緊密。 10.2 裝置前,有必要先對閥門進行強度和緊密性實驗,不合格的不得進行裝置。閥門實驗規(guī)則如下: 1)低壓閥門應(yīng)從每批(同制造廠、同規(guī)格、同類型、一起到貨)中查看10%,至少一個,進行強度和緊密性實驗。若有不合格,再查看20%,如仍有不合格則需逐一查看。 2)高、中壓閥門和運送有毒(有毒、刷毒物質(zhì)的規(guī)則見 勞作總局頒布的《壓力容器督查規(guī)程》)及甲、乙類火災(zāi)物質(zhì)(見《建筑規(guī)劃防火規(guī)范》)的閥門均應(yīng)逐一進行強度和緊密性實驗。 3)閥門的強度和緊密性實驗使用潔清水進行,當作業(yè)介質(zhì)為輕質(zhì)石油產(chǎn)品或溫度大于120℃的石油蒸餾產(chǎn)品的閥門,使用火油進行實驗。 4)閥門的強度實驗應(yīng)按下列規(guī)則進行: a 公稱壓力小于或等于32MPa 的閥門其實驗壓力為公稱壓力的1.5 倍; b 公稱壓力大于或等于32MPa 的閥門其實驗壓力按表 1-68; c 實驗時刻少于5 分鐘,殼體、填料無滲漏為合格。 5)除蝶閥、止回閥、底閥、節(jié)流閥外的閥門,緊密性實驗一般應(yīng)以公稱壓力進行,在不能夠斷定公稱壓力時,也可用1.25 倍的作業(yè)壓力進行實驗,以閥瓣密封面不漏為合格。公積壓力小于或等于2.5MPa 的給水用的鑄鐵、鑄銅閘閥答應(yīng)有不超越表1-69 的滲漏量。 6)公稱壓力小于1MPa,且公稱直徑大于或等于600mm的閘閥可不獨自進行水壓強度和緊密性實驗。強度實驗在體系試壓時按管道體系的實驗壓力進行,緊密性實驗可用色印辦法對閘板密封面進行查看,按合面應(yīng)接連。 7)對焊閥門的緊密性實驗獨自進行,強度實驗一般可在體系實驗時進行。 8)緊密性實驗不合格的閥門,須崩潰查看并重作實驗。 9)合金鋼閥門應(yīng)逐一對殼體進行光譜分析,復(fù)查原料。合金鋼及高壓閥門每批取10%,且不少于一個,崩潰查看閥門內(nèi)部零件,如不合格則需求逐一查看。 10)崩潰查看的閥門質(zhì)量應(yīng)契合下列要求: a 合金鋼閥門的內(nèi)部零件進行光譜分析,原料正確; b 閥座與閥體結(jié)合結(jié)實; c 閥芯與閥座的結(jié)合杰出,并無缺點; d 閥桿與閥芯的銜接靈敏、牢靠; e 閥杯無曲折、銹蝕,閥桿與填料壓蓋合作適度,螺紋無缺點; f 閥蓋與閥體接合杰出;墊片、填料、螺栓等完全,無缺點。 11)閥件查看工序如下: a 拆開閥門(閥芯不從閥桿上卸下); b 清洗、查看悉數(shù)零件并光滑活動部件; c 拼裝閥門,包含裝置墊片、密封填料及查看活動部件是否靈敏好用; d 修整在拆開、裝置時所發(fā)現(xiàn)的缺點; e 要求斜體閥門有必要到達規(guī)范的要求。
11.工程質(zhì)量要求及查驗標準
量安心")
量安心")
量安心")
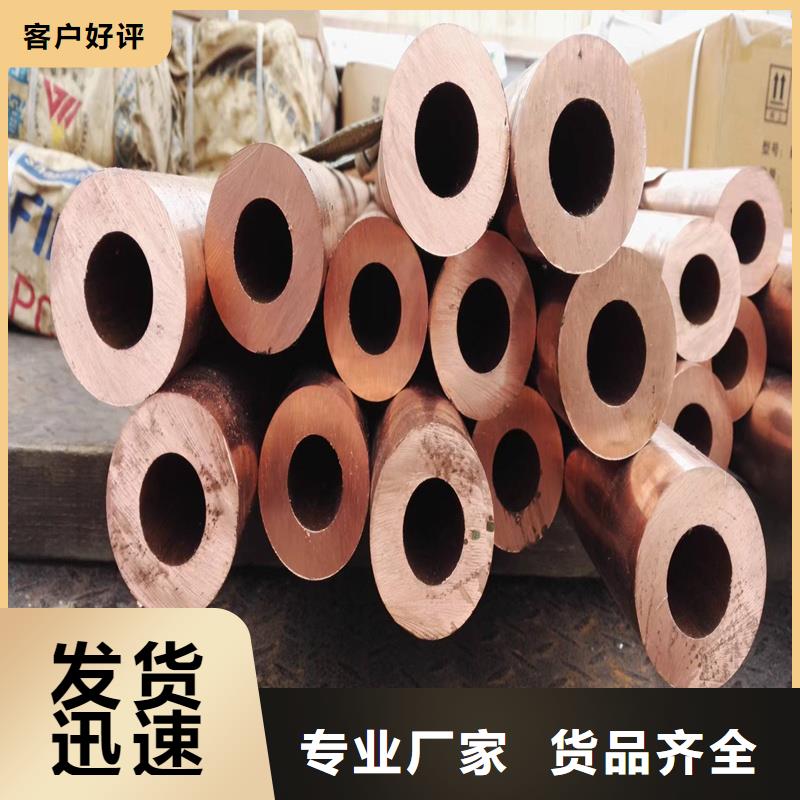
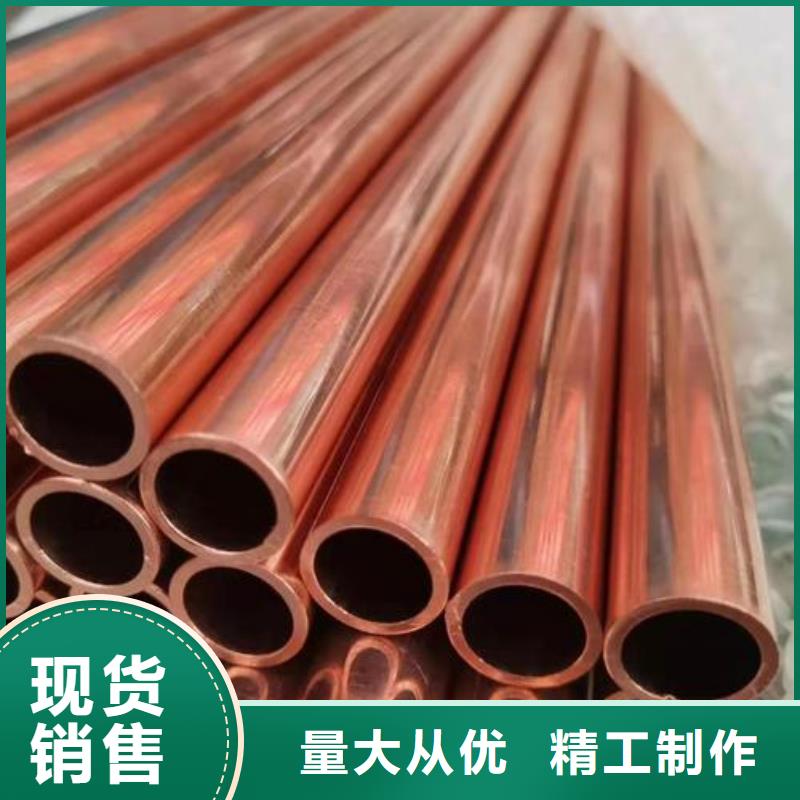
我公司主要產(chǎn)品有【江西九江紫銅排】。辰昌盛通金屬材料有限公司憑借豐富的技術(shù)實力、先進的管理經(jīng)驗、優(yōu)良的銷售服務(wù)、嚴格的質(zhì)量管理體系和科學(xué)的整體營銷手段 與您攜手并進,共同發(fā)展。公司以實在做人,誠信做 事為原則,以好的質(zhì)量、低的價格、完善的售后服務(wù)、來答謝新老客戶,我們真誠希望與您建立長期的合作關(guān)系,互惠互利、合作共贏。
量安心")
量安心")
隨著唐山環(huán)保限產(chǎn)消息面的消退,跌了一個月的紫銅管市場開始轉(zhuǎn)暖,到貨不佳的銅廠已開始上調(diào)采購價,加上走勢良好,對紫銅管價格有支撐,預(yù)計短期本地廢銅價格暫穩(wěn),個別根據(jù)自身情況調(diào)整。
前本地銅廠到貨情況不一,多根據(jù)自身情況調(diào)整采購價格,市場上貿(mào)易商恐慌情緒緩解,料短期本地紫銅管窄幅調(diào)整運行為主。
臨近月底,貿(mào)易商多以送貨為主,銅廠到貨量有所上漲,加之期螺走強,銅坯繼續(xù)上漲,當前銅廠利潤水平較好,銅廠生產(chǎn)意愿強,對廢銅價格有支撐,預(yù)計短期廢銅價格持穩(wěn),個別小幅調(diào)整。
量安心")
量安心")
量安心")
目前下游紫銅管需求繼續(xù)釋放,銅坯及期螺再創(chuàng)新高侯,對市場帶動作用較強,短期內(nèi)紫銅管價格或繼續(xù)沖高。
上周五期螺夜盤再創(chuàng)新高,且周末銅坯大幅拉漲,致使現(xiàn)貨市場繼續(xù)沖高。然多數(shù)貿(mào)易商謹慎心態(tài)不變,下游采購仍保持隨采隨用的方式補貨。當前市場期現(xiàn)聯(lián)動較大,影響商家情緒波動,多數(shù)商家仍以出貨為主,低位出貨表現(xiàn)尚可。關(guān)注上漲之后需求釋放的持續(xù)性。
目前生產(chǎn)企業(yè)利潤尚可,前期因唐山限產(chǎn)而停產(chǎn)檢修的部分高爐緩慢恢復(fù),生產(chǎn)積極性較高。需求表現(xiàn)來看,紫銅管終端需求集中釋放的潛力增加,全國多數(shù)地區(qū)成交量環(huán)比上升。社會庫存降幅擴大,一定程度上緩解了貿(mào)易商的壓力。
綜合來看:1、期螺走強創(chuàng)新高,提振市場看漲情緒。2、成本支撐偏強,銅廠積極上調(diào)挺價。3、紫銅管社會庫存繼續(xù)下降,供應(yīng)壓力趨緩。4、漲價刺激市場交投活躍度,出貨有所放量。
