





格GB8162-2008執(zhí)行標(biāo)準(zhǔn)")
4、福州無縫鋼管軋制專用工具
針對(duì)損壞的頂邊、導(dǎo)板、軋輥等軋制專用工具要立即拆換。
5、福州無縫鋼管軋制專用工具安裝
輥距、導(dǎo)距的中心務(wù)必在軋制網(wǎng)上。確保導(dǎo)距和輥距的中心線在破孔軋制中心網(wǎng)上,即左右輥距相同,上下導(dǎo)距相同。
6、福州無縫鋼管破孔小鏈
破孔小鏈一般挑選直徑為Φ108mm-Φ114mm壁厚規(guī)定≥25mm且壁厚勻稱的厚壁鋼管。
7、福州無縫鋼管擠壓機(jī)芯棒
芯棒要采用壁厚偏厚的厚壁鋼管生產(chǎn)加工,針對(duì)規(guī)格型號(hào)較小的芯棒,可選用實(shí)芯胚料替代。壁厚勻稱的厚壁鋼管和實(shí)芯胚料,能夠使芯棒彎折形變的幾率大幅度減少,能夠合理無縫鋼管的厚度精度。
8、福州無縫鋼管芯棒的精度
芯棒的長(zhǎng)細(xì)比很大,一般選用先車直徑隨后擺脫口電焊焊接,或選用長(zhǎng)料立即銑削成形。芯棒的外生產(chǎn)加工精度操縱在±0.1mm芯棒的直度誤差不超出5mm。電焊焊接時(shí),每段芯棒中間插進(jìn)一個(gè)深度加工的銷子開展精準(zhǔn)定位,以避免電焊焊接導(dǎo)致的總直度誤差過大。
9、福州無縫鋼管健全加工工藝
健全加工工藝,避免正中間拉薄和壁厚增哈歐超出操縱范疇的狀況產(chǎn)生,壁厚精度。
16mn無縫鋼管是無縫鋼管行業(yè)中的關(guān)鍵的一個(gè)一部分,針對(duì)有關(guān)的生產(chǎn)加工和制做的規(guī)范一定要開展依照規(guī)定去做,那樣的話16mn無縫鋼管才會(huì)有盡快實(shí)際效果!
格GB8162-2008執(zhí)行標(biāo)準(zhǔn)")
首先是無縫鋼管規(guī)格,鋼管的規(guī)格是外徑乘壁厚。比如325乘10,它表達(dá)的是鋼管的外徑是325毫米,壁厚是10毫米。每米的理論重量計(jì)算公式:(外徑-壁厚)x壁厚x0.02466。其次是壁厚公差。生產(chǎn)過程中由于實(shí)際尺寸難以達(dá)到理想要求,因此 標(biāo)準(zhǔn)中規(guī)定了實(shí)際厚度允許有一定的偏差。厚的叫正偏差,薄的是負(fù)偏差, 標(biāo)準(zhǔn)公差范圍是正負(fù)10%。當(dāng)然憑借我們現(xiàn)在的設(shè)備和技術(shù),所生產(chǎn)的福州無縫鋼管兒也沒有國(guó)標(biāo)范圍那么大。 是交貨長(zhǎng)度。以直縫鋼管為例,如果沒有特殊要求,我們的產(chǎn)品嚴(yán)格按照國(guó)標(biāo)要求,一般為6米定尺,長(zhǎng)度誤差在±3cm。那么定尺和倍尺是什么意思呢?比如說。說定尺3米就按3米交貨。倍尺三米的意思,就是6米,9米或者12米交貨。格GB8162-2008執(zhí)行標(biāo)準(zhǔn)")
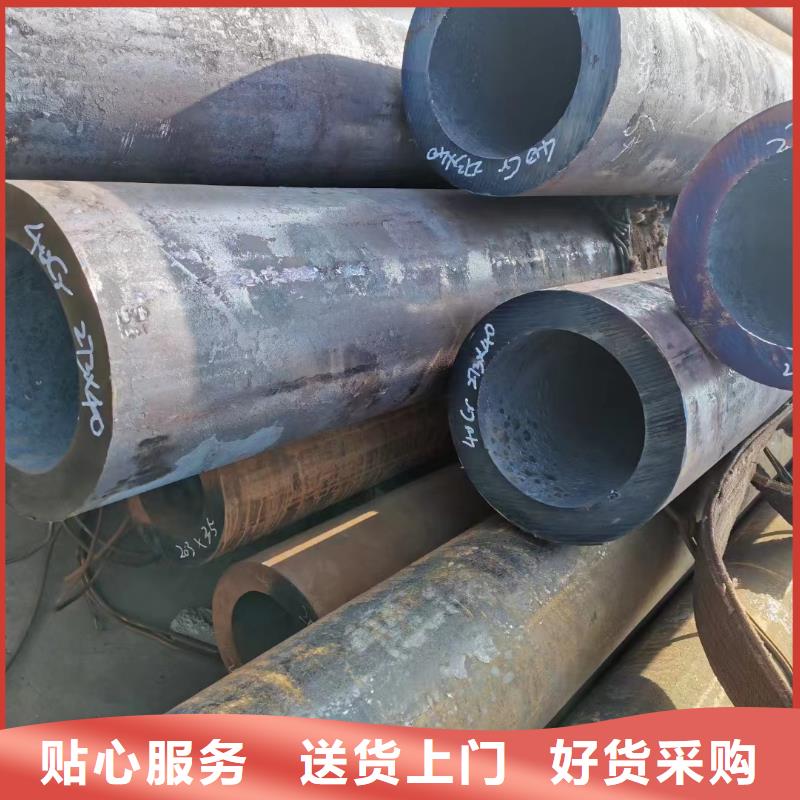
隨著社會(huì)的發(fā)展和進(jìn)步,如今大口徑無縫鋼管被廣泛應(yīng)用于許多領(lǐng)域,如油氣輸送。大無徑無縫鋼管的端口應(yīng)該是標(biāo)準(zhǔn)的圓形,但其形狀會(huì)受到一些因素的影響,導(dǎo)致變形的情況。變形的大口徑無縫鋼管無法正常使用和安裝,那么應(yīng)該如何避免這種情況呢?接下來大口徑無縫鋼管的生產(chǎn)廠家就具體說說:
一:首先是需要福州大口徑無縫鋼管廠家所需要注意的事項(xiàng),生產(chǎn)大口徑無縫鋼管時(shí),應(yīng)嚴(yán)格控制焊接質(zhì)量,避免焊接接頭夾渣,使用的焊絲焊劑必須采用優(yōu)質(zhì)產(chǎn)品,保證大口徑無縫鋼管的性能,使其不易變形;
二:大口徑無縫鋼管存放時(shí),一定要掌握正確的存放方法,不要堆放過高。有些大口徑無縫鋼管在儲(chǔ)存時(shí)也需要進(jìn)行支撐,避免因儲(chǔ)存不當(dāng)造成其端口變形;
三:在裝卸大口徑無縫鋼管時(shí),還應(yīng)注意避免大口徑無縫鋼管的撞擊或碰撞。如果撞擊或碰撞太嚴(yán)重,大口徑無縫鋼管的端口也會(huì)發(fā)生變形。
那么,以上就是大口徑無縫鋼管生產(chǎn)廠家分享幾種防止大口徑無縫鋼管端口變形的方法。有興趣的朋友可以了解一下,希望能幫到你。格GB8162-2008執(zhí)行標(biāo)準(zhǔn)")
華爾鋼16mn無縫鋼管在開展不斷更新改造及其各種各樣的設(shè)計(jì)方案的情況下一定要留意它的精度,尤其薄壁的精度一定要開展掌握好普遍的薄厚的規(guī)范,那樣在開展應(yīng)用的情況下就會(huì)方便快捷的。針對(duì)16mn無縫鋼管的精度越高得話它的應(yīng)用就會(huì)越普遍。針對(duì)它的精度是會(huì)開展不斷去更新改造的,針對(duì)普遍的薄壁的精度是怎么樣才能開展去提高呢?下列是無縫鋼管廠普遍的基礎(chǔ)的方式供大伙兒參照:
1、精軋管加溫
加溫要?jiǎng)蚍Q,嚴(yán)禁極速升降機(jī)溫度。每一次升降機(jī)溫要維持穩(wěn)定遲緩,升降機(jī)溫度不超出30℃。
2、放心輥
明確放心輥安裝是不是及時(shí),調(diào)節(jié)有關(guān)抱芯輥的中心、開啟視角及各姿勢(shì)的張口尺寸一致,抱芯輥中心要在軋制網(wǎng)上。
3、軋制中心線
保證穿孔機(jī)軋制中心線與破孔小轎車中心線一致,防止"上軋制"或"下軋制",使精軋管在破孔時(shí)維持支承勻稱。
格GB8162-2008執(zhí)行標(biāo)準(zhǔn)")
