

想要一睹止水銅片售后無憂經銷產品的真容嗎?快來觀看我們的視頻吧!我們將帶您走進一個全新的世界,感受產品的魅力與品質。
以下是:止水銅片售后無憂經銷的圖文介紹


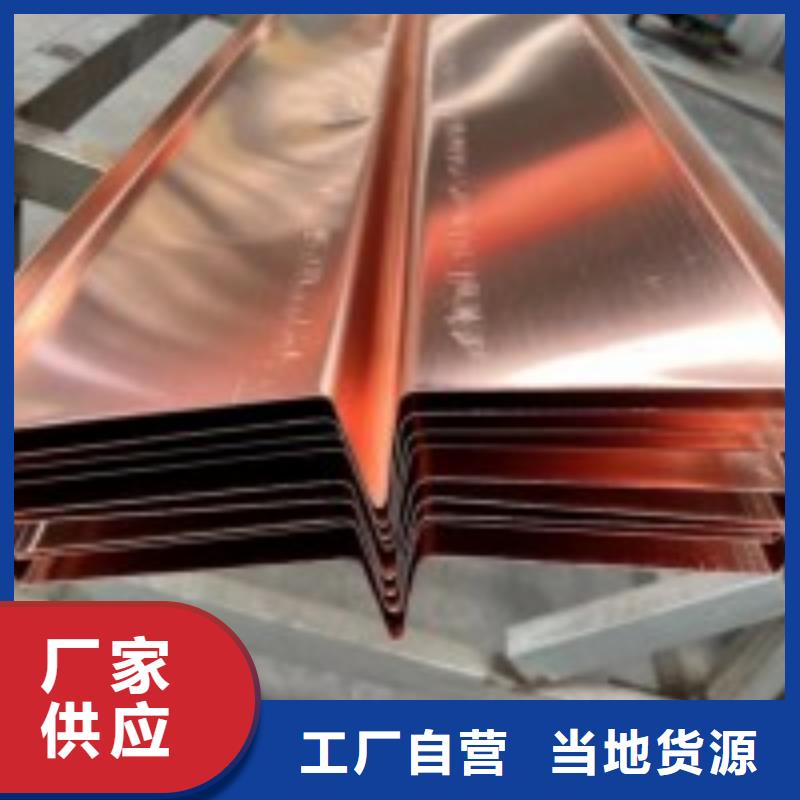
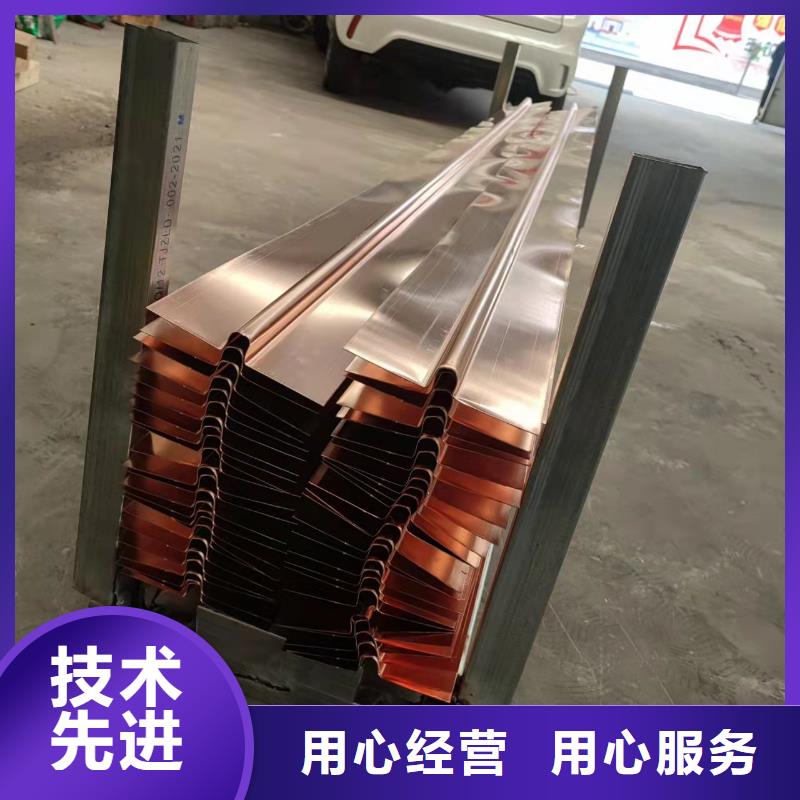
止水銅片按設計形狀、尺寸,云南紅河止水銅片采用專門成型機,將99.9%的工業優質純銅根據需要長度加工擠壓整體成型,確保成型質量。加工時,盡量減少接頭數目(同時需要考慮物流運輸的便利)。擠壓加工成型的紫銅止水長度大,容易發生扭曲變形,為避免發生此現象,應盡可能靠近工作面加工,成品出口處設置托架。對于異型接頭,在現場根據實際需要進行加工和連接。 銅片止水的連接方式,根據連接對象不同,連接方式也存在差異。在施工現場,主要的連接分為止水銅片與止水銅片的連接,以及止水銅片與橡膠止水帶的連接。止水銅片的連接方式采用搭接焊接,焊接時采用紫銅焊條氣焊,雙面焊接。氣焊應預熱,預熱溫度約為400℃~500℃,氣焊時,使用硼酸鹽、鹵化物或二者的混合物作為焊劑,焰心離開工作表面的距離應保持在2mm~4mm,焊后沿焊縫兩側100mm范圍內進行熱錘擊。水平止水之間連接時,搭接長度大于20mm,水平紫銅片與垂直紫銅片連接時,搭接長度大于70mm。焊接接頭應保證表面光滑、無孔洞和縫隙、并檢查是否有漏焊、欠焊等缺陷,保證紫銅止水片不漏水。 止水銅片與橡膠止水的連接一般為垂直連接,連接方法采用氯丁膠粘接,粘接長度大于70mm,粘接前,將橡皮止水的凸起割掉形成平面,用手挫打毛,然后將粘接面涂上氯丁膠進行粘接,粘接必須牢固,防止裂縫。粘接后,將表面用螺栓加鐵板進行固定。



我們的使命是成為具創新的 云南紅河雙壁打孔波紋管企業,并在所服務的 云南紅河雙壁打孔波紋管市場中成為備受推崇的供應商。金鴻耀工程材料有限公司會自始至終保持 云南紅河雙壁打孔波紋管產品的高品質,并且不短推陳出新,為新老客戶創造更高的價值。

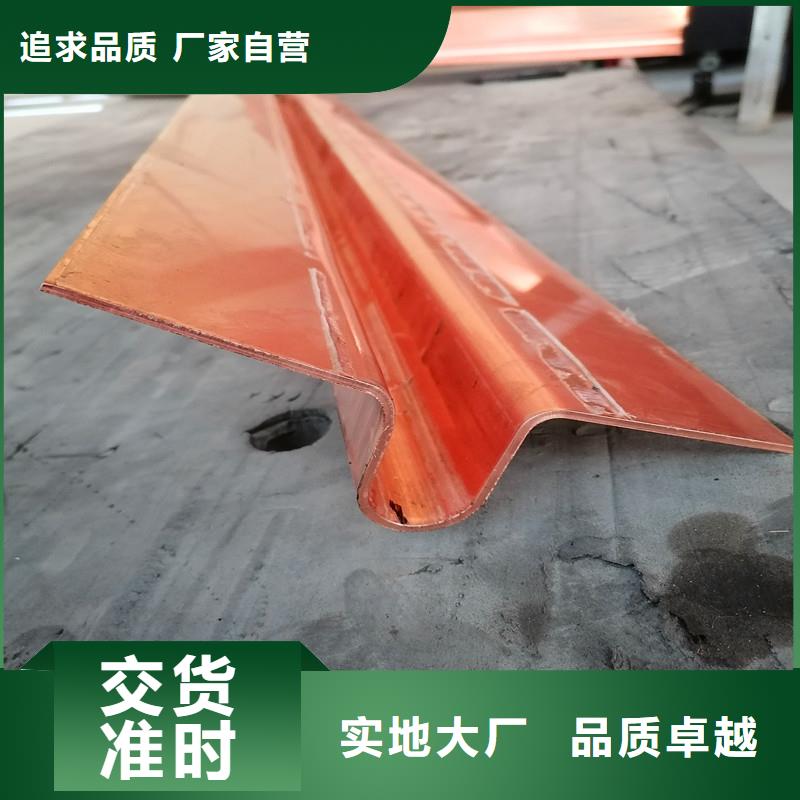
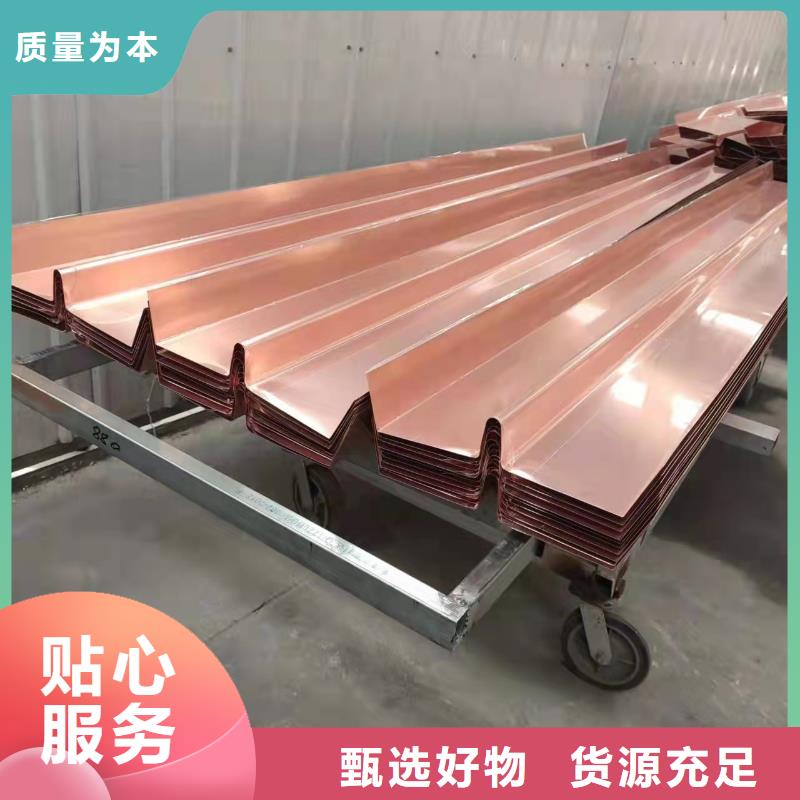
在銅片止水(其他金屬止水材料,云南紅河止水銅片如鋼板止水帶、不銹鋼止水帶等)的加工成型過程中,加工硬化和加工殘余應力是使銅片止水破壞的重要原因,特別是形狀結構較復雜的部件,如銅止水接頭的T型接頭、十字型接頭,更容易使銅片破壞。制定加工工藝時,可采取分級模壓、加溫的方法減小加工硬化和加工殘余應力的影響, 必要時可退火殘余應力。但接頭連接的方法不采用黏結劑接頭,因為其黏結強度低,耐老化性能差,隨時間容易變硬、變脆。采用硫化、焊接方法時,止水帶的接頭質量與硫化、焊接工具、模具、焊接工藝等因素有關。 目前工程中一般采用T2M態(軟態)銅材軋制為銅止水片。與硬態銅相比,軟態銅具有較大的延伸率,適應接縫變形能力好。同時,在長興加工時不宜發生破壞。DL/T5115中曾規定銅片的伸長率不小于20%,而GB/T2059規定銅片的延伸率不小于30%。在實際的應用過程中,盡量使止水銅片的延伸率滿足30%的要求。 在銅止水片上復合密封止水材料可以提高抗繞滲能力。根據實驗結果,當無接縫位移時,在混凝土中埋入深度為20cm的止水銅片,在1.5MPa的水壓力作用下將發生繞滲。在該銅片上復合寬度為10cm、厚度為3mm的GB塑性止水材料,當銅片止水與混凝土之間發生1.0cm的相對錯動時,在2.5MPa在水壓力作用下仍然沒有發生繞滲。GB復合型止水銅帶可以減少繞滲


