


格機(jī)械制造項(xiàng)目")
3.包裝和保護(hù)層的保護(hù)材料
湘潭無(wú)縫方管在出廠前使用防腐劑或其他電鍍、包裝是防止材料腐蝕的重要措施。在運(yùn)輸和搬運(yùn)過(guò)程中須保護(hù)好。不損壞,延長(zhǎng)物料的貯存期。
4. 湘潭無(wú)縫方管保持倉(cāng)庫(kù)清潔,加強(qiáng)物料維護(hù)
湘潭無(wú)縫方管物料進(jìn)入倉(cāng)庫(kù)前,應(yīng)防止雨淋或有雜質(zhì)混入。對(duì)于被雨水淋濕或污染過(guò)的材料,應(yīng)根據(jù)其性質(zhì)采取不同的清洗方法,如高硬度的鋼絲刷和低硬度的布。、棉花等;
湘潭無(wú)縫方管物料入庫(kù)后要經(jīng)常核對(duì)。如有銹蝕,應(yīng)將銹蝕層去除;
湘潭無(wú)縫方管表面清洗后,無(wú)需涂油,但對(duì)于鋼材、合金薄板、薄壁管、合金鋼管等,在儲(chǔ)存前須在鋼管內(nèi)外表面涂上防銹油。
湘潭無(wú)縫方管對(duì)腐蝕嚴(yán)重的鋼管,除銹后不宜長(zhǎng)時(shí)間存放,應(yīng)盡快使用。
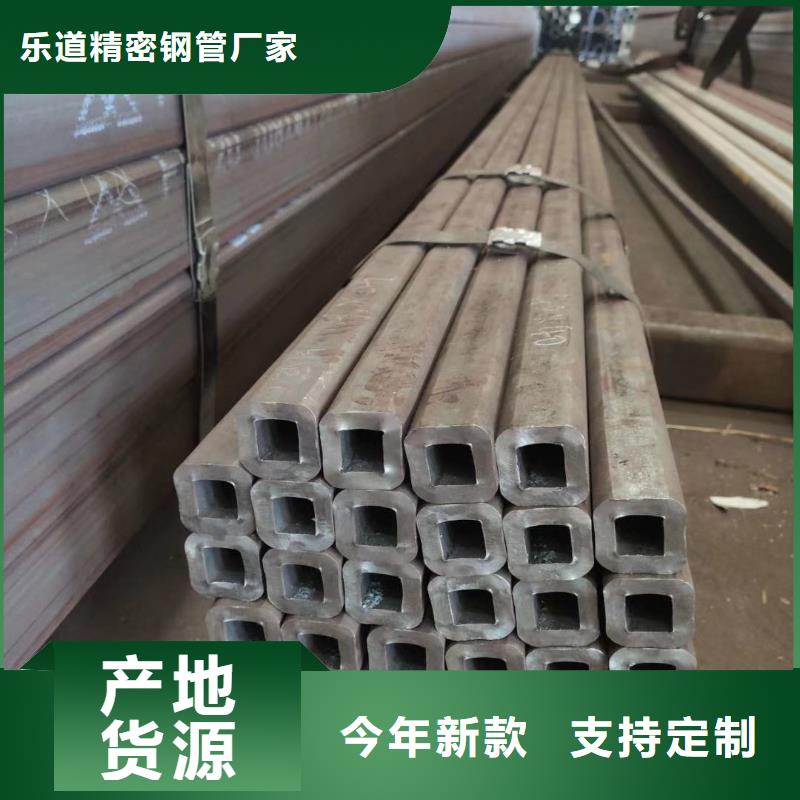
湘潭無(wú)縫方管的橫截面是方形的,而矩形管的橫截面是矩形的。方形管,因?yàn)閺臄?shù)學(xué)上講,有大的方形面積,所以它有良好的穩(wěn)定性。格機(jī)械制造項(xiàng)目")
湘潭無(wú)縫方管冷軋鋼板允許截面局部屈曲,可以充分利用構(gòu)件屈曲后的承載能力;熱軋型鋼不允許局部屈曲。
湘潭無(wú)縫方管熱軋型鋼和冷軋型鋼產(chǎn)生殘余應(yīng)力的原因不同,因此殘余應(yīng)力在型鋼上的分布也有很大的不同。冷彎薄壁型鋼截面上的殘余應(yīng)力分布為彎曲型,熱軋型鋼或焊接型鋼截面上的殘余應(yīng)力分布為薄膜型。
湘潭無(wú)縫方管熱軋型鋼的自由扭轉(zhuǎn)剛度高于冷軋型鋼,因此熱軋型鋼的抗扭轉(zhuǎn)性能優(yōu)于冷軋型鋼。
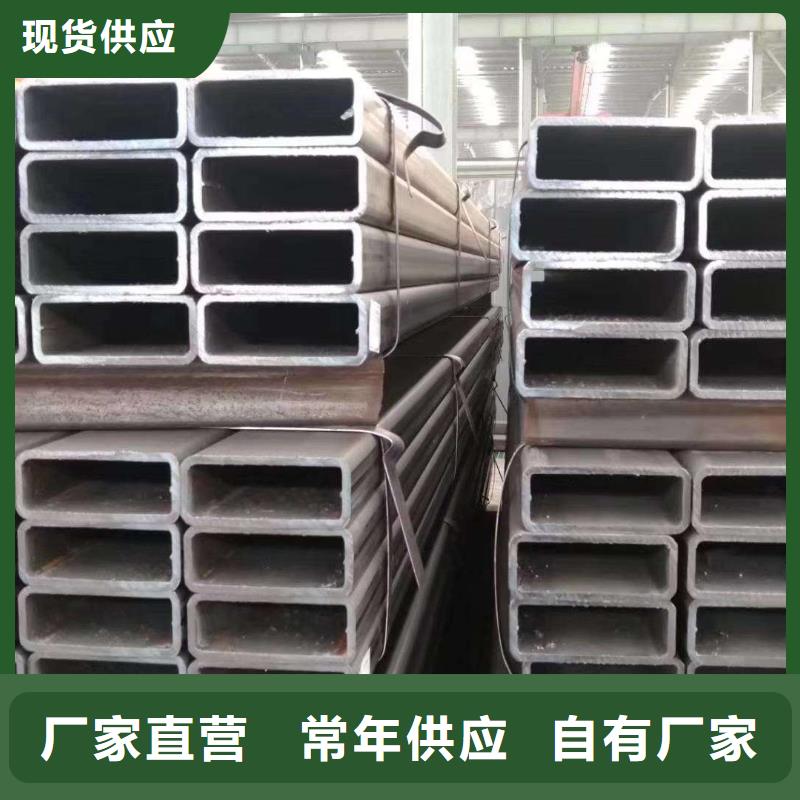
湘潭無(wú)縫方管工藝分類
湘潭無(wú)縫方管按生產(chǎn)工藝:熱軋無(wú)縫方管、冷拔無(wú)縫方管、擠壓無(wú)縫方管、焊接方管。
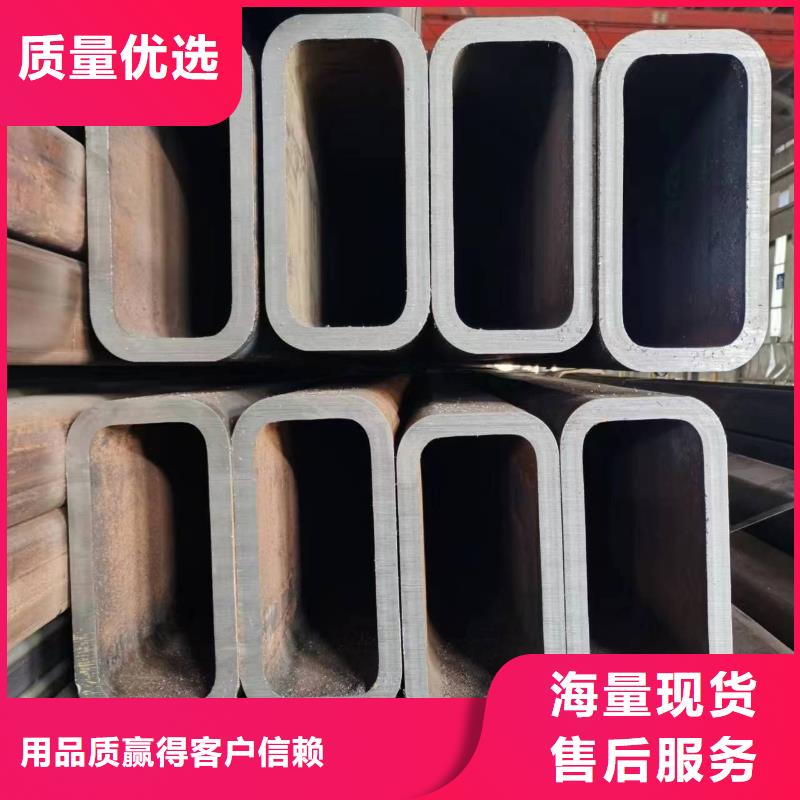
湘潭無(wú)縫方管分為:
(a)按工藝分為電弧焊方管、電阻焊方管(高頻和低頻)、氣焊方管和爐焊方管兩部分
(b)按焊縫分為直焊方管和螺旋焊方管格機(jī)械制造項(xiàng)目")
湘潭無(wú)縫方管的生產(chǎn)方法
大部分鋼加工是通過(guò)壓力加工的鋼,這使加工后的鋼(鋼坯,鑄錠等)產(chǎn)生塑性變形。根據(jù)鋼的加工溫度,將鋼分為冷加工和熱加工。鋼材的主要加工方法如下:
湘潭無(wú)縫方管軋制:一種壓力處理方法,其中鋼的金屬坯料穿過(guò)一對(duì)旋轉(zhuǎn)輥的間隙(各種形狀),并且由于輥的壓縮,材料的橫截面減小并且長(zhǎng)度增加。這是鋼產(chǎn)品常用的生產(chǎn)方法,主要用于生產(chǎn)鋼型材,板材和管材。它分為冷軋和熱軋。
湘潭無(wú)縫方管鍛鋼:一種壓力處理方法,利用鍛錘的往復(fù)沖擊力或壓力機(jī)的壓力將毛坯改變成所需的形狀和尺寸。一般分為自由鍛造和模鍛。它通常用于生產(chǎn)具有相同橫截面的大型材料和大型鋼。
湘潭無(wú)縫方管拉拔鋼材:通過(guò)模孔將軋制的金屬毛坯(形狀,管材,產(chǎn)品等)拉成橫截面,減小長(zhǎng)度并增加加工方法,主要用于冷加工。格機(jī)械制造項(xiàng)目")
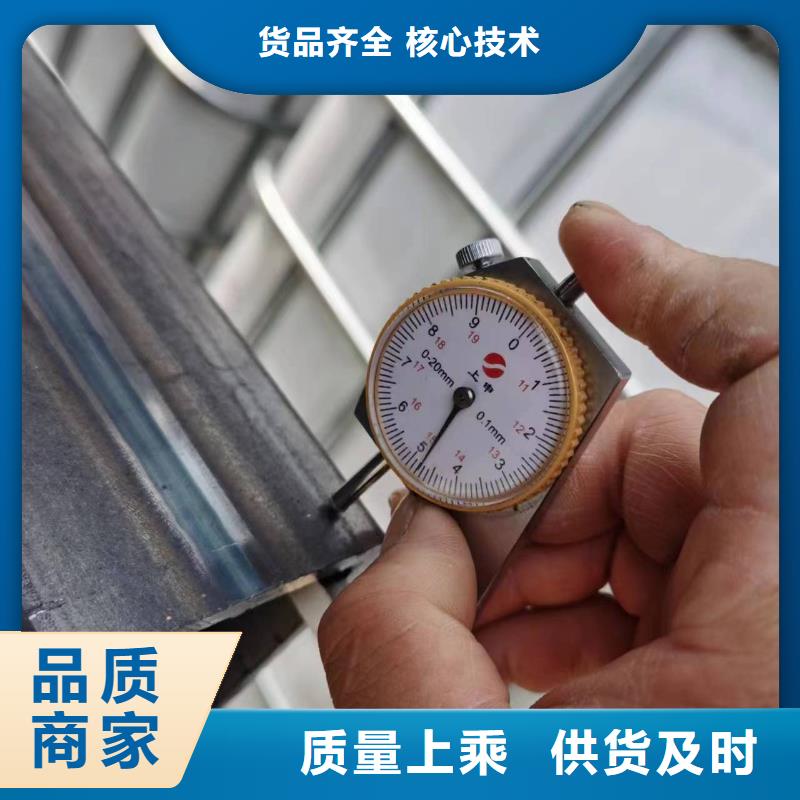
湘潭無(wú)縫方管所用刀具的表面光潔度要求Ra0.4以上,尺寸精度要求H3以上,硬度要求HRC70以上。同時(shí)要求在拉拔過(guò)程中不能出現(xiàn)粘在鋼上的塞子或模。
4、退火
湘潭無(wú)縫方管的退火質(zhì)量不僅影響著鋼管的性能,也影響著結(jié)垢的去除。大直徑方管需配備無(wú)氧化光亮退火爐設(shè)備。
5. 酸洗
湘潭無(wú)縫方管在硫酸酸洗過(guò)程中容易形成以Fe2O3和Fe3O4為主的“黑渣”,在后續(xù)生產(chǎn)中容易形成表面黑點(diǎn)。Fe2O3和Fe3O4易溶于鹽酸。為防止黑斑的形成,在酸池中加入5-10g/l NaCl。
6、潤(rùn)滑
湘潭無(wú)縫方管應(yīng)使用樹(shù)脂作潤(rùn)滑劑。這種潤(rùn)滑方式明顯不同于磷化和潤(rùn)滑(皂化)。經(jīng)拉制的鋼管呈鐵質(zhì)本色,平整度高,為冷軋管材。美麗的外觀和顏色。格機(jī)械制造項(xiàng)目")
