

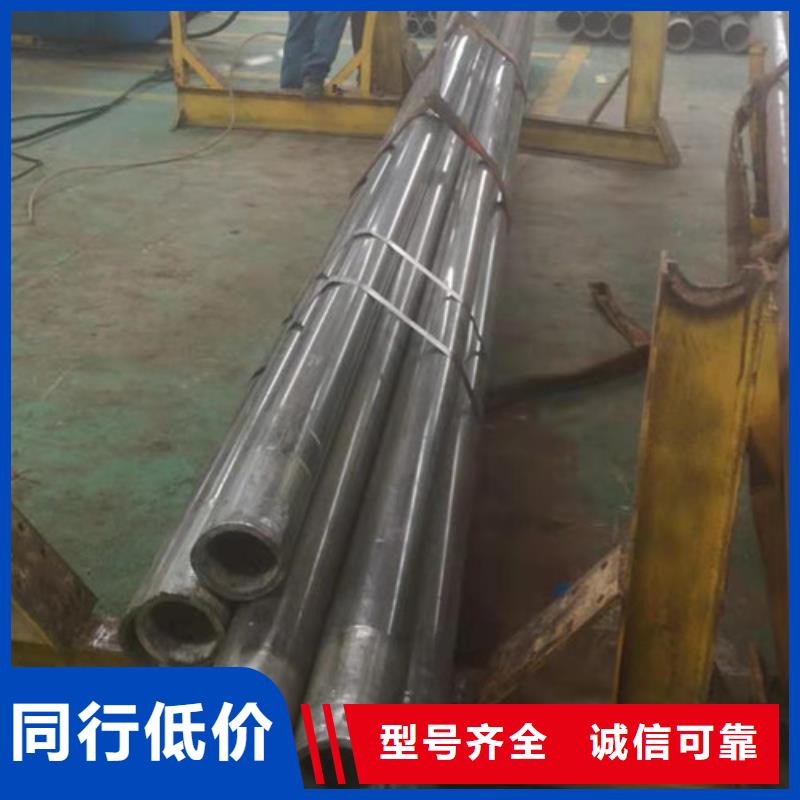
我們的冷拔管冷拔無縫鋼管快捷的物流配送視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:冷拔管冷拔無縫鋼管快捷的物流配送的圖文介紹

如何增加冷拔管的冷催性?
(1)固溶強化元素
磷升高韌性一脆性轉化溫度;還有鉬、鈦和釩;含量低時影響不大而含量高時升高韌性一脆性轉化溫度的元素有,硅、鉻和銅;降低韌性一脆性轉化溫度的有鎳,先降低后升高韌性一脆性轉化溫度的有錳。
(2)形成第二相的元素
以第二相增加冷拔管冷脆重要的元素為碳,冷拔管中碳含量增加,珠光體含量增加,平均每增加1%珠光體體積,韌性一脆性轉化溫度平均升高2.2℃。鐵素體一珠光體鋼中碳含量對脆性的影響。加入鈦、鈮和釩等合金化元素,形成彌散分布的氮化物或碳氮化物,引起冷拔管的韌性一脆性轉化溫度上升。
(3)晶粒尺寸
影響韌性一脆性轉化溫度,隨晶粒粗化,韌性一脆性轉化溫度升高。細化晶粒則降低冷拔管的冷脆傾向,這是廣為應用的方法。
(1)固溶強化元素
磷升高韌性一脆性轉化溫度;還有鉬、鈦和釩;含量低時影響不大而含量高時升高韌性一脆性轉化溫度的元素有,硅、鉻和銅;降低韌性一脆性轉化溫度的有鎳,先降低后升高韌性一脆性轉化溫度的有錳。
(2)形成第二相的元素
以第二相增加冷拔管冷脆重要的元素為碳,冷拔管中碳含量增加,珠光體含量增加,平均每增加1%珠光體體積,韌性一脆性轉化溫度平均升高2.2℃。鐵素體一珠光體鋼中碳含量對脆性的影響。加入鈦、鈮和釩等合金化元素,形成彌散分布的氮化物或碳氮化物,引起冷拔管的韌性一脆性轉化溫度上升。
(3)晶粒尺寸
影響韌性一脆性轉化溫度,隨晶粒粗化,韌性一脆性轉化溫度升高。細化晶粒則降低冷拔管的冷脆傾向,這是廣為應用的方法。


冷拔管 硬度檢測主要有兩類試驗方法。一類是靜態試驗方法,這類方法試驗力的施加是緩慢而無沖擊的。硬度的測定主要決定于壓痕的深度、壓痕投影面積或壓痕凹印面積的大小。靜態試驗方法包括布氏、洛氏、維氏、努氏、韋氏、巴氏等。其中布、洛、維三種試驗方法是應用廣的,它們是金屬 硬度檢測的主要試驗方法。這里的洛氏硬度試驗又是應用多的,它被廣泛用于產品的檢驗,據統計,目前應用中的硬度計70%是洛氏硬度計。另一類試驗方法是動態試驗法,這類方法試驗力的施加是動態的和沖擊性的。這里包括肖氏和里氏硬度試驗法。動態試驗法主要用于大型的,不可移動工件的硬度檢測。
生產高精度冷拔管──液壓缸體與傳統的切削工藝比較,具有以下特點:生產效率高:用傳統的方法生產一根內徑420毫米,12米長的缸筒需154小時,用冷拔方法生產只需4分鐘。率高:由于鏜孔的滾壓頭兼起導向作用,在切削過程中,毛坯管由于自重產生撓度,致使滾壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產,率可達95%以上。金屬利用率高:用傳統的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。能改善成品管金屬的機械性能:用拉拔方法生產,使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經過化學處理后在專用冷拔機上,通過特種變形原理設計的模具進行拉拔,生產出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。



冷拔鋼管的品質把控,才可以性地開展生產制造實際操作,也是確保作業者生命的必定因素。主要用途關鍵于大跨距鋼結構網架、工程建筑鋼結構工程施工、電力工程及高壓輸變電工程項目、機械自動化、海底隧道、公路橋梁、(汽車站、飛機場、運動場館鋼結構工程施工)、市政管網、基本基礎打樁、水煤氣管道和公路建設等服務設施。
1、依據冷拔鋼管焊接方法技術規范核查焊條和助焊劑的規格型號是不是恰當,避免錯用焊條和助焊劑而導致電焊焊接事故。
2、對電焊焊接自然環境開展監管,當電焊焊接自然環境不太好(溫度小于0℃、空氣濕度超過90%)時要采取有效對策后開展電焊焊接。
3、預焊前先檢測焊縫規格,包含空隙、鈍邊、視角及錯口等是不是合乎加工工藝規定。
4、在埋弧全自動內外電焊焊接全過程中采用的電焊焊接電流量、電焊焊接工作電壓、電焊焊接速率等加工工藝主要參數是不是恰當。
5、監管電焊焊接工作人員在埋弧全自動內外電焊焊接時靈活運用冷拔鋼管管端引弧板長短,內外電焊焊接時引弧板的應用率,這有利于管子端尾電焊焊接品質。
6、監管電焊焊接工作人員在焊補時是不是先將爐渣整潔、是不是已完全解決連接頭,焊縫處是不是有機油、銹跡、渣、水、漆等廢棄物。
冷拔鋼管主要是根據支撐力減徑,中空對接焊縫沒有芯軸的持續冷軋而進行。
1、依據冷拔鋼管焊接方法技術規范核查焊條和助焊劑的規格型號是不是恰當,避免錯用焊條和助焊劑而導致電焊焊接事故。
2、對電焊焊接自然環境開展監管,當電焊焊接自然環境不太好(溫度小于0℃、空氣濕度超過90%)時要采取有效對策后開展電焊焊接。
3、預焊前先檢測焊縫規格,包含空隙、鈍邊、視角及錯口等是不是合乎加工工藝規定。
4、在埋弧全自動內外電焊焊接全過程中采用的電焊焊接電流量、電焊焊接工作電壓、電焊焊接速率等加工工藝主要參數是不是恰當。
5、監管電焊焊接工作人員在埋弧全自動內外電焊焊接時靈活運用冷拔鋼管管端引弧板長短,內外電焊焊接時引弧板的應用率,這有利于管子端尾電焊焊接品質。
6、監管電焊焊接工作人員在焊補時是不是先將爐渣整潔、是不是已完全解決連接頭,焊縫處是不是有機油、銹跡、渣、水、漆等廢棄物。
冷拔鋼管主要是根據支撐力減徑,中空對接焊縫沒有芯軸的持續冷軋而進行。


精拉管業有限公司座落在匯通國際金屬物流園A121,地理位置十分優越,交通方便,物流發達,能快捷方便的將產品運送至全國各地。精拉管業有限公司是一家專業生產、銷售、安裝的公司。主要生產【廣東揭陽精拉無縫鋼管】。
本廠以客戶至上,誠信至上的原則,與多家企業建立了長期的合作關系。
公司以超越自我,追求卓越為宗旨,堅持以用戶為標準,以科技為依托,以質量求市場,以管理求效益的經營理念,不斷發展壯大,竭誠為用戶提供滿意的服務。堅持以技術創新為先、以市場為導向、以質量為生命力,取信于客戶。 嚴格按照國際標準品質管理體系實施質量控制,產品在市場上,享有良好的信譽,深受廣大客戶的青睞。我們將努力打造專業的護欄網企業。精拉管業有限公司全體員工愿以自己的智慧、人品、產品攜手商界同仁共創美好明天!


