



建貿機械設備有限公司
小型鋼筋籠滾焊機更新換代走機械化發展道路。隨著我國經濟向市場經濟的發展和轉變,建筑機械生產在國民經濟的地位日益提高。小型鋼筋籠滾焊機的發展不能只停留在機械技術,還要和電子技術,自動控制,等科技相結合起來,提高其科技含量,如全自動數控鋼筋彎箍機,同綜合機械化,現代化的方向發展,將建筑機械生產提高到一個新層次的發展。小型鋼筋籠滾焊機采用PLC和變頻控制技術,使鋼筋籠的繞筋精度可精準到一米內,間距誤差5mm以內;其選用的二氧化碳保護焊接,焊接速度快、無焊差、質量好。小型鋼筋籠滾焊機操作簡單,只需2-3人就可操作,如熟練操作每天可生產400米左右的鋼筋籠。是目前國內產量高、運行平穩的鋼筋籠滾焊設備。鋼筋籠繞筋機;
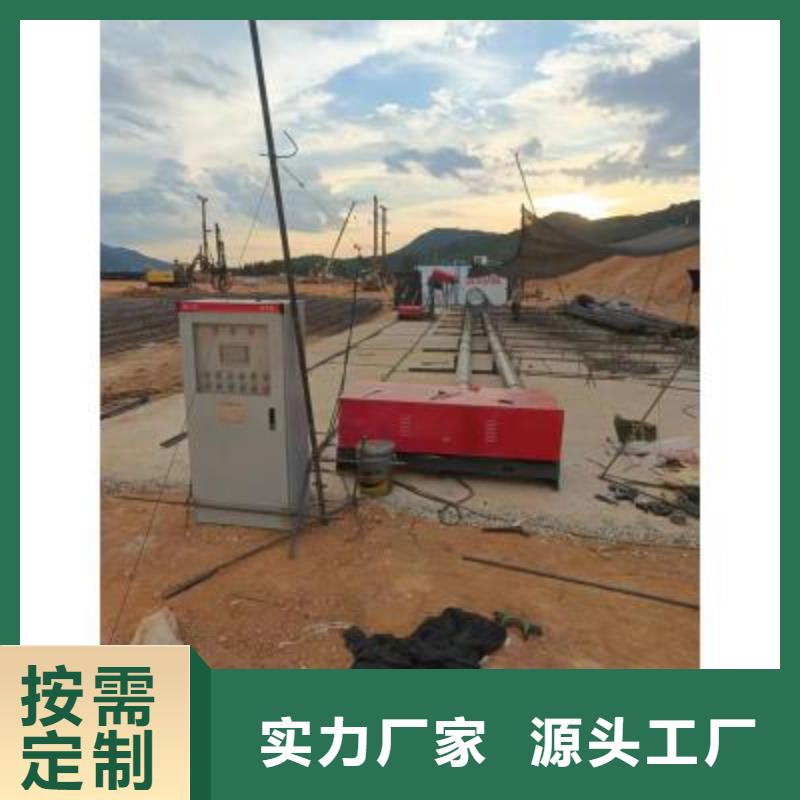
隨著科技的發展和 對建筑工程的要求標準不斷提高,現在很多的施工現場特別是路橋和高鐵隧道等項目都用機械來取代原來的人工來加工鋼筋。比如鋼筋籠的制作,鋼筋的彎曲,箍筋的制作等。
 臺州市數控鋼筋籠盤絲機10年經驗
臺州市數控鋼筋籠盤絲機10年經驗
二、技術參數1、型號; TYGJL3000型 (按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm 長度12m3、繞筋線速;0---15.44、小車速度;0---1.38濟寧騰宇臺州鋼筋籠繞筋機生產廠家采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在膠輥上制作骨架) 5,膠輥電機;Y90L-4 功率4kw6、小車電機;Y90L-4 功率1.5kw7、整機質量;3500kg 小車 15*1.3*1.59、安裝尺寸;16三 功能應用 主機;含機架、底座、膠輥、傳動系統等。膠輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉反向。

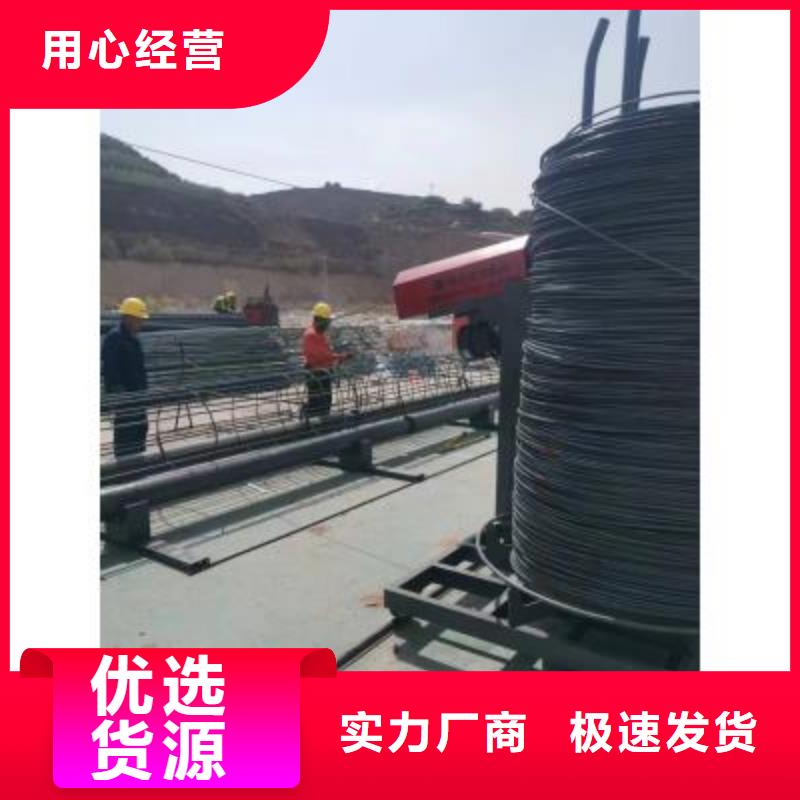
鋼筋籠繞筋機2)拉筋系統
牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。
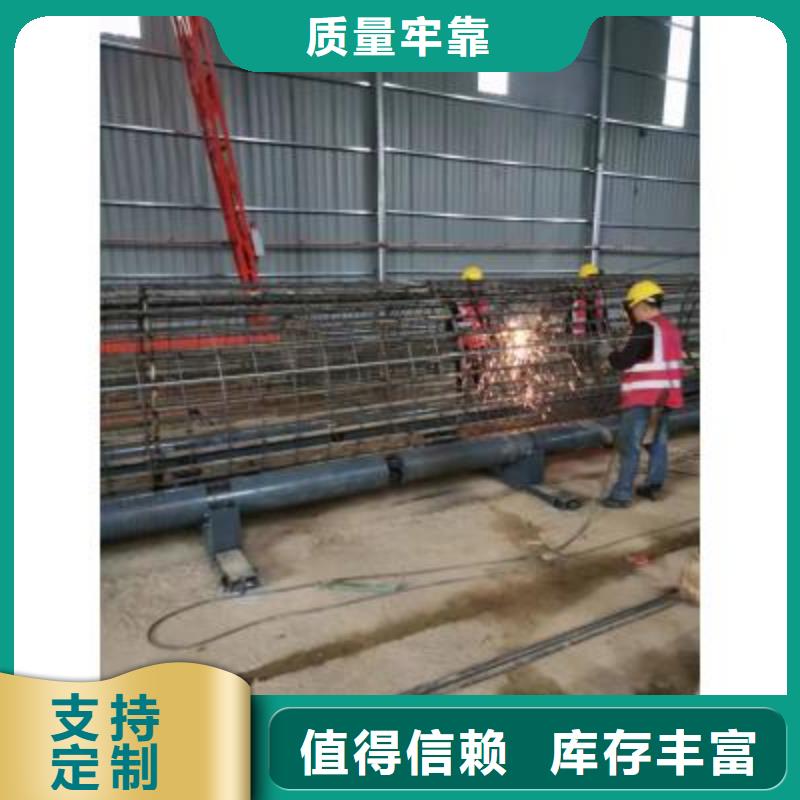
3)電極系統
氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。
2、焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。
1)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。
2)焊接控制主回路系統:
主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。

河南建貿機械設備有限公司是中國鋼筋加工設備行業的標桿企業。公司擁有國內鋼筋加工設備行業完整的產品線和融合解決方案,通過數控鋼筋加工設備和小型鋼筋加工設備兩大類產品對鋼筋進行墩粗、調直、彎曲、點焊、切斷等加工,靈活滿足全球不同 的鋼筋加工生產標準。鋼筋籠繞筋機
該能夠自動排線,加上不同的機械結構即可完成不同的繞制要求具有、維護方便、性價比高等諸多優點,國內廠家一般都采用cnc控制器,也有部分廠家采用自行開發的控制器作為控制核心,cnc機型已經是一種非常成熟的機種了,許多廠家在功能和用途上都作了創新和升級,使用產品的系列不斷的得到延伸,作為市場上應用廣泛的機型,該機型的價格比起全自動繞線機動則幾萬元的價格,就低了很多,根據用途的不同有幾千到上萬不等的價格,該機種的缺點就是一臺必須配一名操作人員。
