





控鋼筋剪切生產(chǎn)線廠家")
4、鋸切生產(chǎn)線主機(jī)生產(chǎn)效率高,可對(duì)原料鋼筋的兩端自動(dòng)定尺齊頭,鋸切主機(jī)采用雙立柱設(shè)計(jì),升降平穩(wěn),鋸切穩(wěn)定;鋼筋壓緊采用液壓油缸兩側(cè)壓料,壓力大,鋸切過程中,鋼筋不會(huì)轉(zhuǎn)動(dòng),減少對(duì)鋸條的損傷,鋼筋切頭均勻。5、一級(jí)套絲輥道輸送平臺(tái)采用鏈條式傳動(dòng),可對(duì)齊頭后的鋼筋臨時(shí)儲(chǔ)料,實(shí)現(xiàn)加工作業(yè)的流水線作業(yè),減少設(shè)備的二次搬運(yùn),提高生產(chǎn)效率。6、輥道采用V型輪輸送無需人工輔助,保證鋼筋自動(dòng)輸送至套絲機(jī),套絲完成后自動(dòng)翻至下一個(gè)工序;V型采用耐磨材料。 7、加強(qiáng)型套絲機(jī),使用壽命長,可實(shí)現(xiàn)鋼筋的自動(dòng)夾緊、自動(dòng)剝肋套絲,降低工人勞動(dòng)強(qiáng)度,提高生產(chǎn)效率。8、可根據(jù)鋼筋一端套絲或是兩端套絲自動(dòng)選擇套絲流程,也可以根據(jù)客戶要求(墩粗套絲)用來實(shí)現(xiàn)率的生產(chǎn)流程。
<日喀則>建貿(mào)機(jī)械有限公司控鋼筋剪切生產(chǎn)線廠家")
切屑黏結(jié)在齒尖。
俗稱“切屑焊點(diǎn)”
1、切削液不當(dāng)或根本無切削液
2、切削液水、油比例失調(diào)
3、鋸帶線速度太快、進(jìn)給太猛
4、清屑刷磨損
5、選齒失誤 1、選擇正確的切削液
2、調(diào)節(jié)水、油比例
高合金5:1;低合金、碳鋼10:1
3、適當(dāng)減小鋸帶線速度,調(diào)節(jié)進(jìn)刀量/進(jìn)給量
4、更換清屑刷
5、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結(jié)構(gòu)鋼材適當(dāng)選擇變齒
背部出現(xiàn)T形截面(蘑菇狀) 1、進(jìn)給太大
2、導(dǎo)向臂分開太寬
3、鋸輪、法蘭與鋸帶磨擦太大
4、鋸齒太小,不適合下料工件
5、導(dǎo)向部分磨損或被卡死
6、鋸帶張力不夠 1、適度減小進(jìn)給量
2、調(diào)整導(dǎo)向臂在適當(dāng)位置
3、調(diào)整鋸輪,磨擦
4、根據(jù)工件大小,幾何形狀選齒
5、調(diào)節(jié)張力,更換導(dǎo)向塊
6、適當(dāng)增大鋸帶張力
控鋼筋剪切生產(chǎn)線廠家")
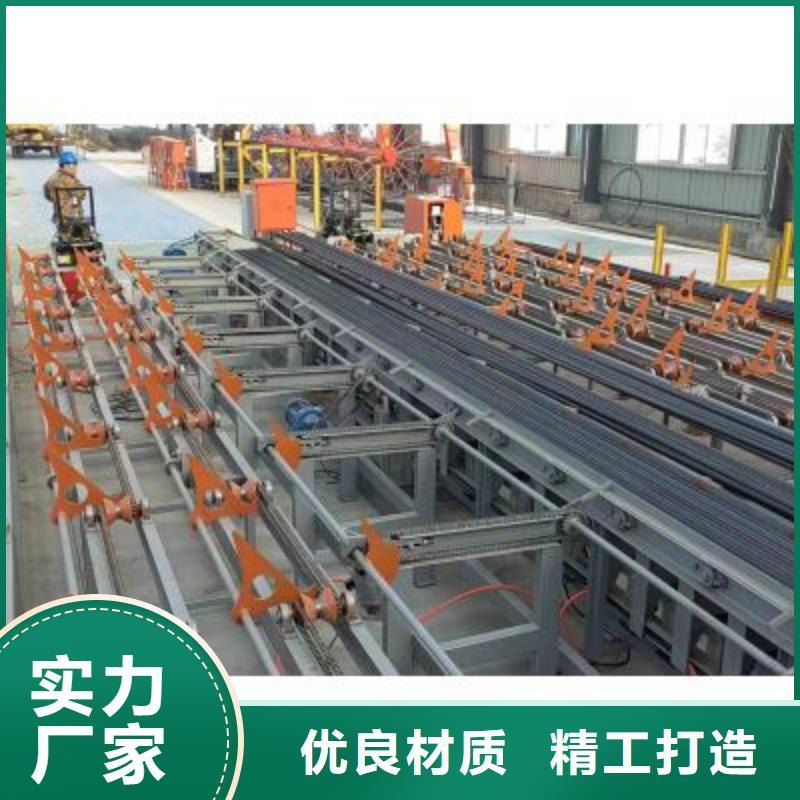
日喀則DLH-450型鋸切套絲生產(chǎn)線主要由備料架(1)、鋸前輸送軌道(2)、鋸切主機(jī)(3)、鋸后輸送卸料軌道(4)、一號(hào)送料平臺(tái)(5)、一號(hào)送料輥道(6)、二號(hào)送料平臺(tái)(7)、二號(hào)送料平臺(tái)送料輥道(8)、一號(hào)套絲機(jī)(9)、二號(hào)套絲機(jī)(10)、套絲成品儲(chǔ)料槽(11)、鋸切余料儲(chǔ)料槽(12)、電控柜、操作柜十四部分組成。設(shè)備采用數(shù)字化控制,響應(yīng)速度快,具有結(jié)構(gòu)簡單、易操作、效率高、功能強(qiáng)、維護(hù)方便的特點(diǎn)。(如需鋼筋打磨機(jī)可定制)鋼筋鋸切套絲效果圖墩粗打磨自動(dòng)套絲生產(chǎn)線詳細(xì)技術(shù)參數(shù)鋼筋傳送速度90m/min平均耗電量6kw/h料倉級(jí)數(shù)4*2鐓粗機(jī)直徑范圍16-32mm的鋼筋鐓粗后鋼筋直徑比母材增大5mm鐓粗力3000KNM打磨機(jī)直徑范圍12-50mm的鋼筋銑刀電機(jī)轉(zhuǎn)數(shù)1440轉(zhuǎn)/分鐘端頭平整精度±0.3mm套絲直徑范圍12-40mm的鋼筋套絲長度100mm鋸切套絲打磨墩粗生產(chǎn)線占地面積29m*8.5m*2m
