






另一方面大力支持創業平臺建設與職工實現自主創業,培育適應普通職工特點的創業載體,把返鄉創業試點的范圍擴大到多個地區,通過加大專項的建設基金投入等的方式培育出接續的產業,引導廣大職工就地就近創業和就業。
合肥異型管加大對去產能的異型管企業獎補支持力度,對于引導企業主動退出其產能,適當的提高獎補相關標準。主動提出多退政策,超出預期的目標實行階梯式的獎補等諸多方式。同時制定出解決企業欠繳社保費的經濟補償金類政策與社保接續,降低企業的社保費率。
合肥異型管廠家拉伸試驗主要有以下步驟:
合肥異型管用刻線機在原始標距范圍內刻劃圓周線,將標距內分為等長的10格。用游標卡尺在試件原始標距內的兩端及中間處兩個相互垂直的方向上各測一次直徑,取其算術平均值作為該處截面的直徑,然后選用三處截面直徑的小值來計算試件的原始截面面積;
合肥異型管管液壓試驗:用水或規定液體充滿金屬管,在一定時間內承受規定壓力,檢驗異型鋼管質量及強度并顯示其缺陷的試驗;
合肥異型管淬透性:指鋼奧氏體化后接受淬火的能力,或奧氏體向馬氏體轉變的傾向,常用淬硬層的深度來說明。淬硬層的深度是指表面至半馬氏體層的距離。對合金結構鋼,檢驗淬透性的方法主要是 標準規定的結構鋼末端淬火試驗方法;
合肥異型管切削加工性:異型鋼管材料用切削工具加工時所表現出來的性能。在切削或磨削時,容易達到較高的表面加工精度,而且工具不易損耗,切屑容易脫落,切削力較小等,都表示該金屬材料的切削加工性好;
合肥異型管彎曲試驗:用規定尺寸彎心將試樣彎曲至規定程度,檢驗金屬承受彎曲塑性變形的能力并顯示其缺陷的試驗。一般應規定彎心直徑尺寸和彎曲角度及對彎曲處表面的要求;
合肥異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
合肥異型管焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
合肥異型管為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
合肥異型管焊接容易受到風的影響,有時微風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。
合肥異型管采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
合肥異型管為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
合肥異型管焊嘴與異型管間的距離以15-25mm為宜。
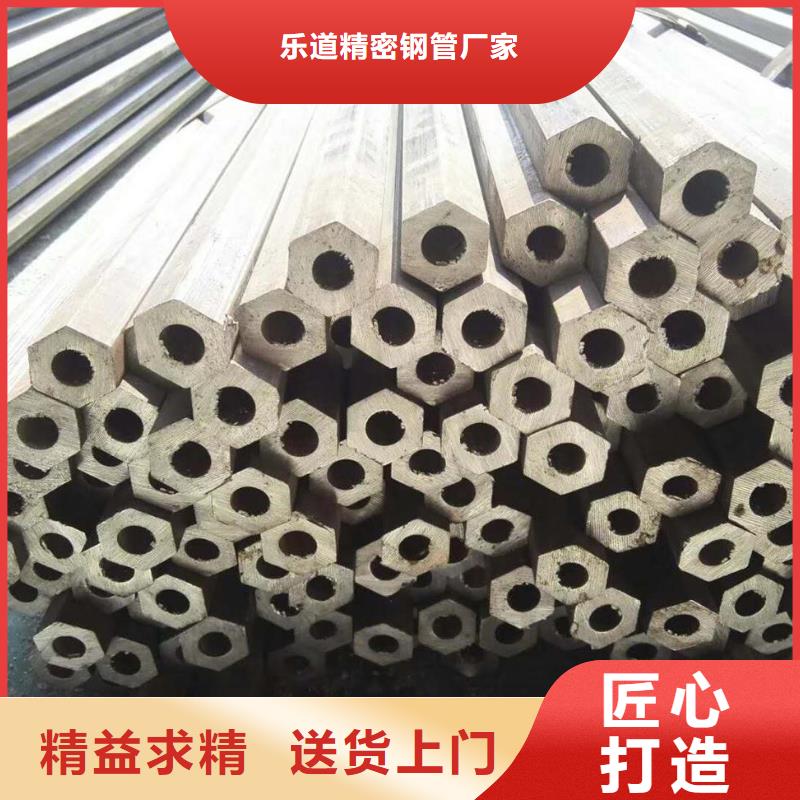
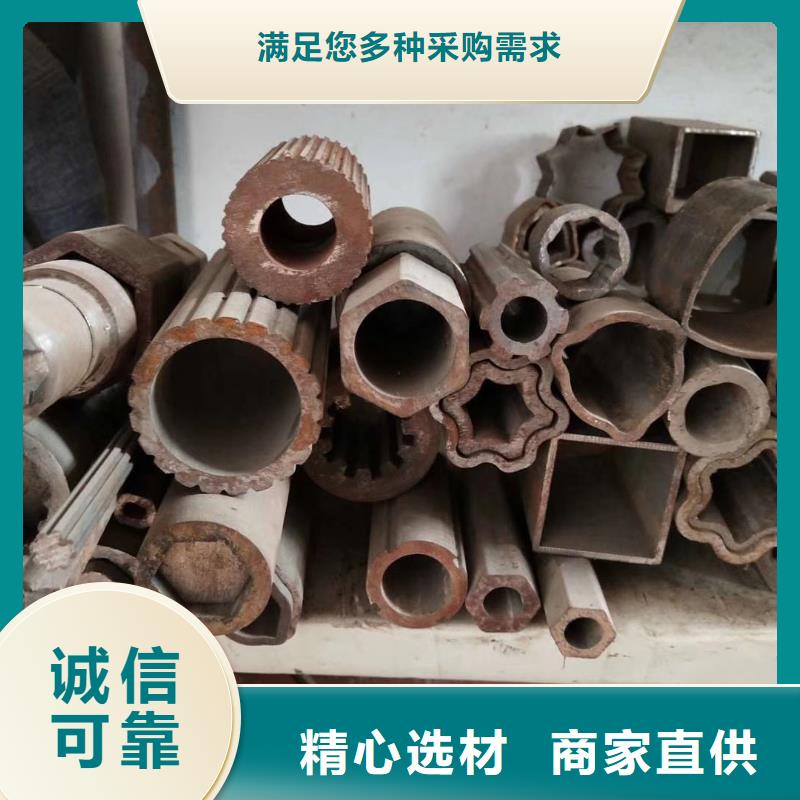
合肥異型管是如何生產出來的? 傳統的錐形管在進行生產的過程中,為了能夠得到其更好的表面質量,在使用的過程中會采取很多的辦法,這里有效的包括了采用其強度更高的模具、先進的錐形管機以及采用其潤滑產品等。 企業在加工的過程中要是采用其強度高的模具或者是的錐形管機,這樣企業往往需要投入非常大的資金來進行完成,可以使在傳統的生產工藝中,其油基錐形管潤滑產品在一定上可以滿足企業需求。
合肥異型管以及新型可靠、異型鋼管的開發成功,使其具有更多其他管材不可替代的優點,工程中的應用會越來越多,使用會越來越普及,異型鋼管經濟獲得快速增長,城鎮住宅、公共建筑和旅游設施大量興建,對熱水供應和生活用水供給提出了新的要求。特別是水質問題,人們越來越重視,要求也不斷提高異型鋼管將逐漸退出歷史舞臺,塑料管、復合管及銅管成了管道系統的常用管材。但在許多情況下,異型鋼管優越性,特別是壁厚僅為0.6~1.2mm的薄壁不銹鋼管在優質飲用水系統、異型鋼管在首位的給水系統,具有可靠、衛生環保、經濟適用等特點。異形管是除開不銹鋼圓管之外的別的橫截面樣子的不銹鋼鋼管的統稱。按鋼管橫截面樣子規格的不一樣又可分成等壁厚異形不銹鋼鋼管、不等壁厚異形不銹鋼鋼管、變直經異形無縫鋼管。
