


別再等待了,僅僅一分鐘,就能通過我們的C276法蘭哈氏合金C276管好產品放心購產品視頻探索到無數令人心動的細節和亮點。
以下是:C276法蘭哈氏合金C276管好產品放心購的圖文介紹



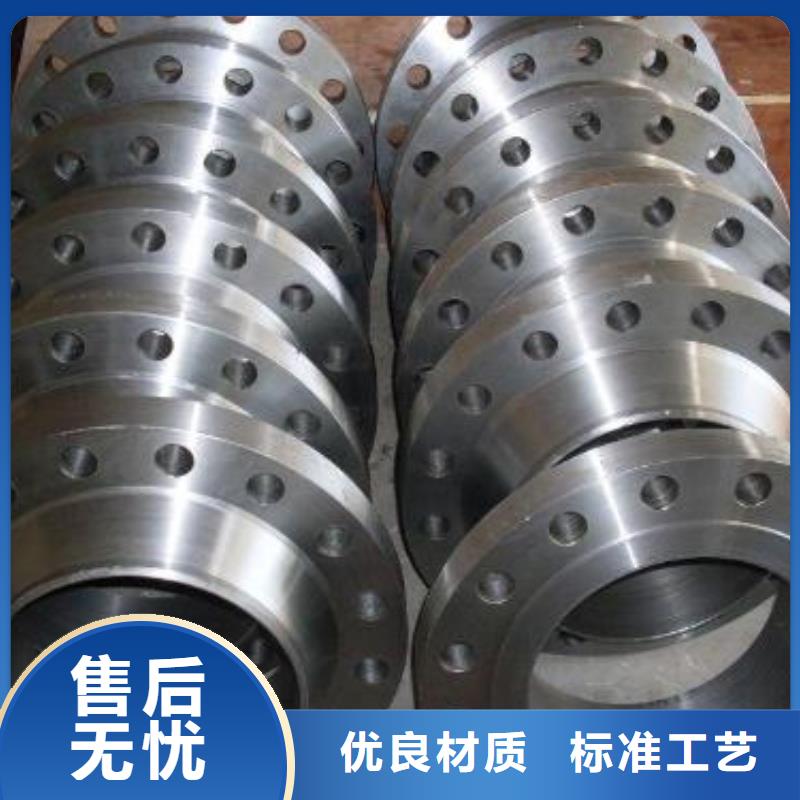
C276法蘭鍛造工藝過程一般由以下工序組成,即選取優質鋼坯下料、華爾網當地加熱、華爾網當地成形、華爾網當地鍛后冷卻。鍛造的工藝方法有自由鍛、華爾網當地模鍛和胎膜鍛。生產時,按鍛件質量的大小,生產批量的多少選擇不同的鍛造方法。自由鍛生產率低,加工余量大,但工具簡單,通用性大,故被廣泛用于鍛造形狀較簡單的單件、華爾網當地小批生產的鍛件。自由鍛設備有空氣錘、華爾網當地蒸汽-空氣錘和水壓機等,分別適合小、華爾網當地中和大型鍛件的生產。模鍛生產率高,操作簡單,容易實現機械化和自動化。模鍛件尺寸精度高,機械加工余量小,鍛件的纖維組織分布更為合理,可進一步提高零件的使用壽命。自由鍛的基本工序:自由鍛造時,鍛件的形狀是通過一些基本變形工序將坯料逐步鍛成的。自由鍛造的基本工序有鐓粗、華爾網當地拔長、華爾網當地沖孔、華爾網當地彎曲和切斷等。1. 鐓粗 鐓粗是對原坯料沿軸向鍛打,使其高度減低、華爾網當地橫截面增大的操作過程。這種工序常用于鍛造齒輪坯和其他圓盤形類鍛件。鐓粗分為全部鐓粗和局部鍛粗兩種。2. 拔長 拔長是使坯料的長度增加,截面減小的鍛造工序,通常用來生產軸類件毛坯,如車床主軸、華爾網當地連桿等。3. 沖孔 用沖子在坯料上沖出通孔或不通孔的鍛造工序。4. 彎曲 使坯料彎曲成一定角度或形狀的鍛造工序。5. 扭轉 使坯料的一部分相對另一部分旋轉一定角度的鍛造工序。6. 切割 分割坯料或切除料頭的鍛造工序。



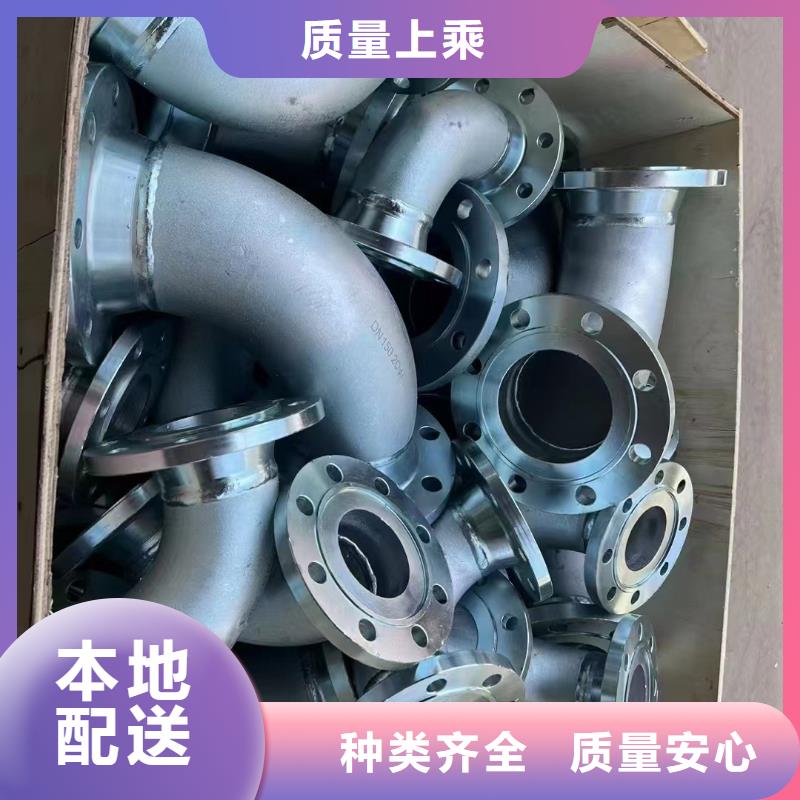
高溫法蘭的部件經常需要進行平面高溫密封,如果沒有好的密封劑在單獨壓力區域的額外密封,受壓力影響,會引起生產的不性或變形,也就是說在單獨壓力區域會在壓力下出現滲漏,從而需要計劃外修復。在高溫平面密封領域應用的較好的是博科思高溫密封劑,其特殊配方使其在蒸汽和燃氣輪機及高溫法蘭的標準應用中保持惰性,因此可以承受熱空氣,蒸汽,水,輕燃料油和潤滑劑,可以耐原油和天然氣。它是一種單組份、華爾網本地膏狀密封劑,工業用途,優質密封混合物,適用于對光滑、華爾網本地平整密封面(對接接頭)溫度和壓力要求高的工況。使用灰泥刀或橡膠刮刀攤涂在干燥表面。由于密封產品不會固化,但其稠度會稍稍變化,保持柔韌性及彈性,因此使用中沒有時間要求,施工完畢可馬上投入到運行中,無須等待。如需修復有劃痕損傷的高溫密封表面,則應配合博科思高溫F系列修復產品使用 [4] 。C276法蘭


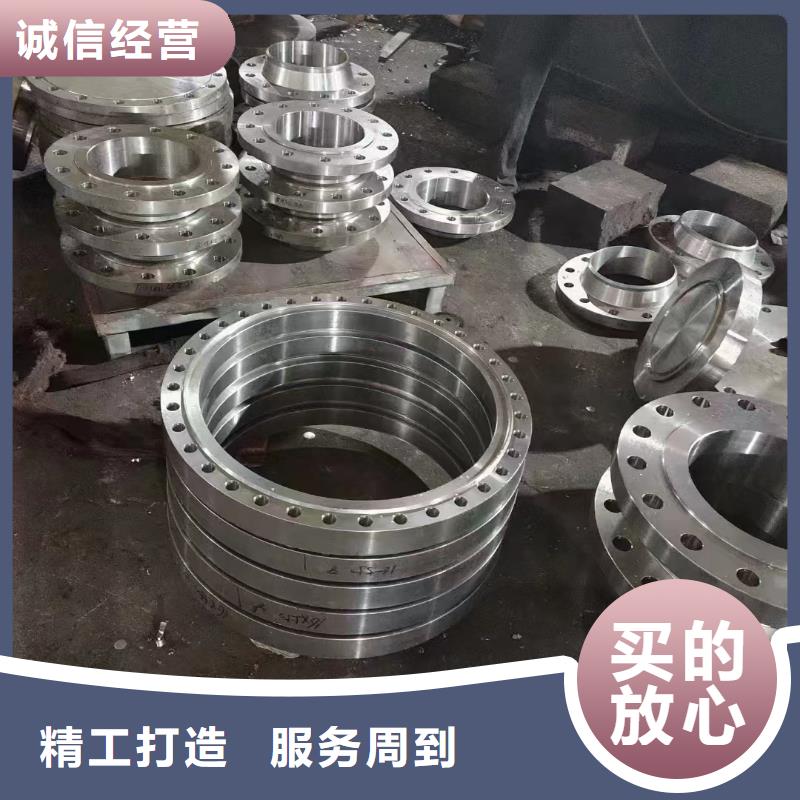
泰州沃盛特材有限公司生產的 海南哈氏合金C276管等產品。我公司現已成為集 海南哈氏合金C276管技術咨詢、產品設計、制造、安裝調試、售后服務于一體的公司,形成了一整套規范化、科學化、系統化管理體系。 公司以“艱苦奮斗”為企業精神,“以顧客為中心,依靠科技創新、推出、節能,奉獻社會”為企業理念,讓用戶滿意。我公司誠摯歡迎新老客戶光臨惠顧!



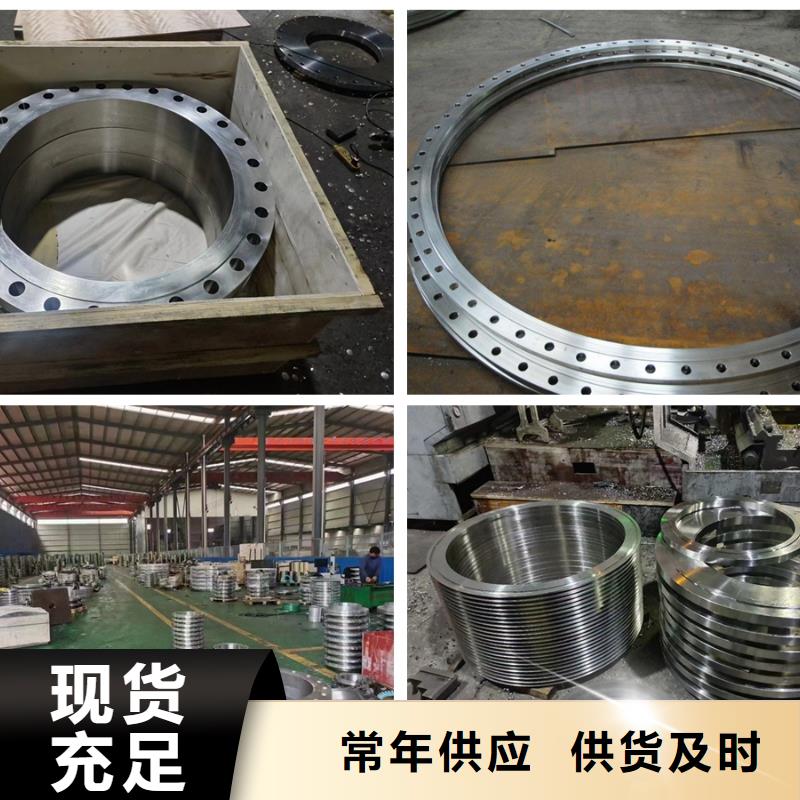
C276法蘭國標法蘭英文(National standardflange)是指按中華人民共和國 標準《GB/T 9112~9124-2010鋼制管法蘭》的規定生產的法蘭片。國標法蘭標準由中華人民共和國 質量監督檢驗檢疫總局和中國 標準化管理委員會于2011-01-10聯合發布,從2011-10-01起實施的性標準。法蘭法蘭GB/T 9112~9124-2010一共包括了以下13項標準:代替了國標GB/T9112-2000;GB/T10745-1989標準GB/T 9112-2010 鋼制管法蘭類型與參數GB/T 9113-2010 整體鋼制管法蘭GB/T 9114-2010 帶頸螺紋鋼制管法蘭GB/T 9115-2010 對焊鋼制管法蘭GB/T 9116-2010 帶頸平焊鋼制管法蘭GB/T 9117-2010 帶頸承插焊鋼制管法蘭GB/T 9118-2010 對焊環帶頸松套鋼制管法蘭GB/T 9119-2010 板式平焊鋼制管法蘭GB/T 9120-2010 對焊環板式松套鋼制管法蘭GB/T 9121-2010 平焊環板式松套鋼制管法蘭GB/T 9122-2010 翻邊環板式松套鋼制管法蘭GB/T 9123-2010 鋼制管法蘭蓋GB/T 9124-2010 鋼制管法蘭
