








試壓分兩步進行, 步升壓。第二步按強度試用要求進行檢查。升壓時應分級升壓,每次升壓以0.2MPa為宜。每升一級應檢查后背,支墩管身及接口,當無異常時,再繼續升壓。預試階段:將管道內水壓緩緩地升至試驗壓力并穩定,期間如有壓力下降可注水補壓,但不高于試壓力;檢查管道接口、配件等處有無漏水、損壞現象;有漏水、損壞現象時應及時停止試壓,查明原因并采取相應措施后重新試壓。主試驗階段:停止注水補壓,穩定15,當后壓力下降不超過0.03MPa時,將試驗壓力降至工作壓力30min,進行外觀檢查若無漏水現象,則水壓試驗合格。 球墨鑄鐵管市場上,價格總體下行。熱軋板卷價格小幅下跌,杭州、武漢、太原等地噸價一周下跌10元至130元,只有福州、鄭州等少數地區價格漲。目前,市場需求差,又加上多地受到陰雨天氣的影響,新一輪的鋼廠訂貨期到來,市場為了加快回籠貨款,只得不斷調低價格。中厚板價格大幅下挫,上海、杭州、武漢等地噸價一周下跌10元至100元。就算極個別地區報價略有上漲,但成交還是出現了萎縮。
球墨鑄鐵管可以在橡膠圈的外側用卡箍緊固,然后用兩個螺栓緊固。由于橡膠密封圈和卡箍采用獨特的密封結構設計,凹槽式連接器具有良好的密封性能,并且隨著管道內流體壓力的增加,其密封性能也相應增強。山東聊城格瑞球墨鑄鐵管中采用的溝槽連接技術又稱箍連接技術。從1998年至今,經過幾年的發展和應用,球墨鑄鐵管逐漸取代了法蘭和焊接兩種傳統的管道連接方式。不僅技術更加成熟,市場得到普遍認可,而且法律政策也積極引導。槽管連接技術的應用使復雜的管道連接過程變得簡單、快捷、方便。管道連接技術已經向前邁進了一大步。球墨鑄鐵管的坡口連接配件主要包括兩大類:剛性連接、柔性連接、機械三通和坡口法蘭用于連接和密封;連接過渡采用彎頭、三通、十字、減速機、盲板。起連接密封作用的槽式連接管件主要由密封橡膠圈、卡箍和鎖緊螺栓三部分組成。所述內層橡膠密封圈置于所述連接管的外側,并與所述預軋槽相匹配。
并且在各層套筒之間都帶有一定的過盈量,以熱裝的方式裝配而成。由于高溫變形金屬的流動,給水采用過盈配合的多層結構擠壓筒,使每層套筒的結合面上都具有一定的預應力。由于有預應力的存在,使多層結構的擠壓筒在承受擠壓產生的熱應力作用時,套筒之間的應力分布趨于均勻,從而使擠壓筒套筒的材料得到充分的利用;球墨鑄鐵管在擠壓筒內襯前端的套筒壁上引起強烈的熱摩擦,使其產生磨損或裂紋,導致內襯損壞早期的擠壓筒采用的都是整體結構,現在這種結構的擠壓筒甚至在小噸位的擠壓機上都已被淘汰。目前,現代化的大型擠壓機上所采用的擠壓筒一套筒系統都是由2個、3個或更多的套筒組成的多層結構擠壓筒,并且還可以提高熱擠壓時擠壓筒承受的單位壓力,從而提高擠壓筒套筒的使用壽命。
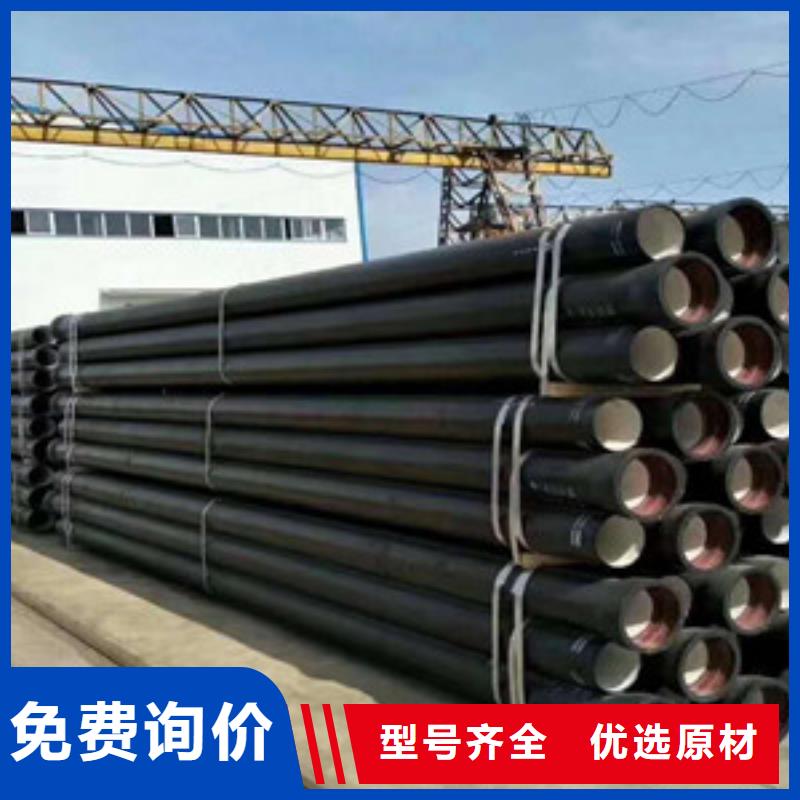
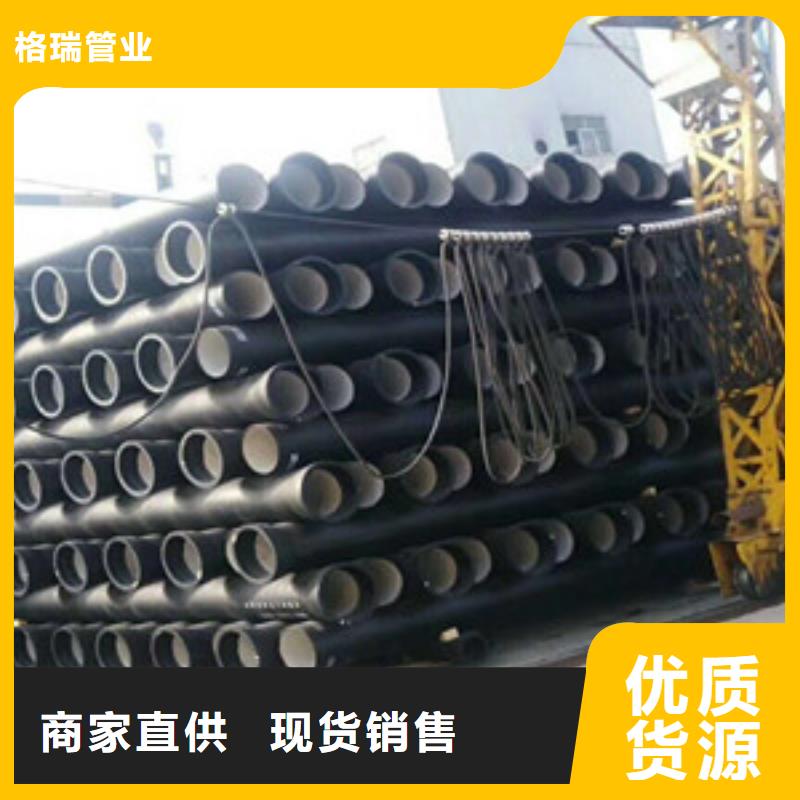
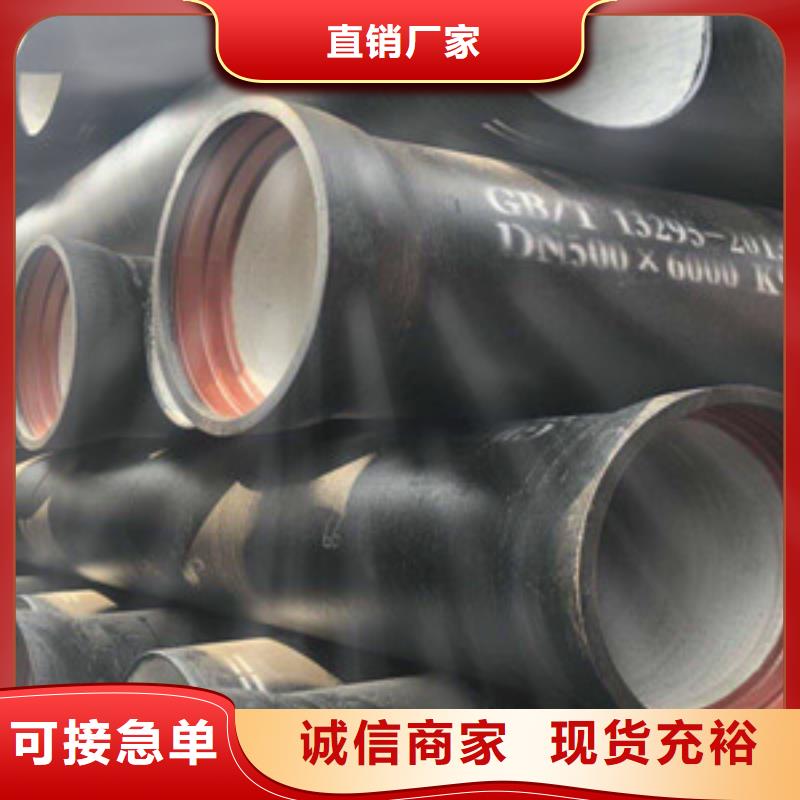
球墨鑄鐵管的性能我公司的噴鋅質量,防止球墨鑄鐵管安裝漏水現象方式每平方米的管道的小噴鋅量為130g,瀝青漆的厚度是不低于70μm,水泥砂漿內襯質量符合里ISO4179的規定,保證砂漿堅固密室,光滑,附著力強。 我司球墨鑄鐵管標準產品技術標準本公司所以產的球墨鑄鐵管采用水冷金屬型離心澆注工藝,按照ISO2531標準生產的K9級,T型承插式發接口管道。外防腐 噴鋅整條管材外表面作噴鋅防腐處理——執行ISO8179標準噴鋅量大于130克/平方米。 防腐漆在管材外表面作噴鋅防腐處理的基礎上再噴防腐漆——執行ISO8179標準防腐漆厚度大于70um,DN250球墨鑄鐵管采用高氯化樹脂漆。

