

文字的描繪可能無法完全捕捉鍍鋅鋼管質(zhì)量有保證產(chǎn)品的精髓,觀看視頻,讓產(chǎn)品自己向您訴說它的故事。
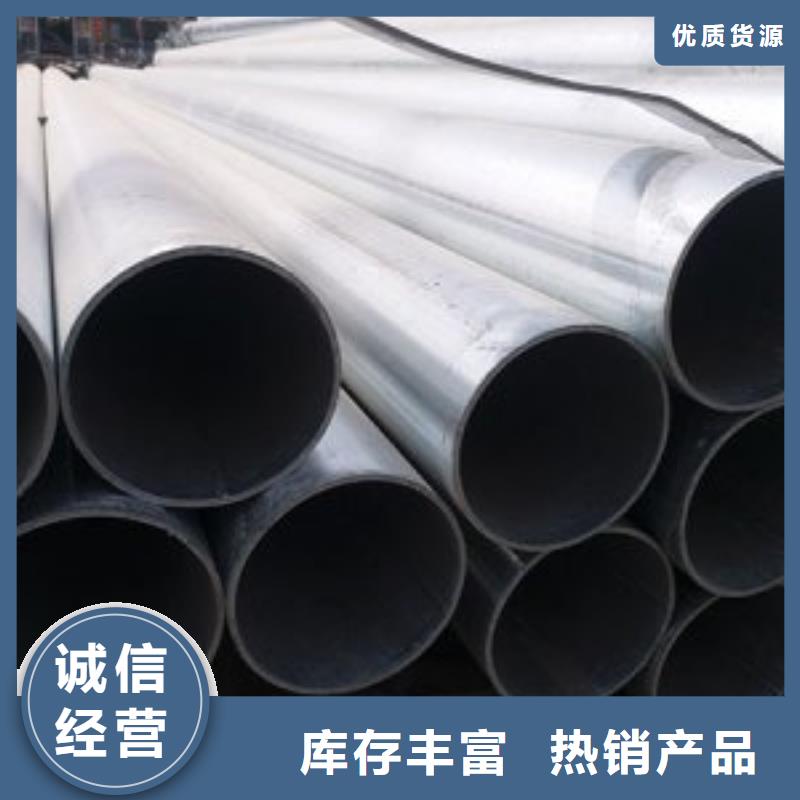
以下是:鍍鋅鋼管質(zhì)量有保證的圖文介紹
方管協(xié)會(huì)刊登:熱鍍鋅后的鋼材可否焊接? 只要焊接材料、焊接面、焊接電流、焊接速度、焊接方法等焊接條件適當(dāng),鍍鋅鋼材亦可焊接。 一般鋼材的焊接強(qiáng)度并不會(huì)減弱,但隨著鍍鋅厚度的增加,適當(dāng)?shù)暮附訔l件范圍變窄,使焊接進(jìn)行困難,故焊接時(shí) 將焊接部的鋅完全除去。 鍍鋅鋼材的焊接時(shí),須注意以下幾點(diǎn): (一)焊接時(shí)產(chǎn)生大量煙霧,焊接工人吸入時(shí)會(huì)發(fā)生情緒上的不良影響,故須戴口罩或安裝排煙設(shè)備。 (二)焊接完后須除去焊渣,鋅層剝落部分用高含鋅漆補(bǔ)修或以鋅焊熔補(bǔ)修。 由此可知,焊接并沒什么特殊問題。但現(xiàn)場焊接總是對(duì)美觀有害的,故盡可能采用螺栓結(jié)合。 熱鍍鋅鋼材焊接注意事項(xiàng)內(nèi)容就到這里,熱鍍鋅鋼管用于運(yùn)輸以及建筑,熱鍍鋅是將鋼、不銹鋼、鑄鐵等金屬浸入熔融液態(tài)金屬或合金中獲得鍍層的一種工藝技術(shù)。熱鍍鋅是當(dāng)今世界上應(yīng)用廣泛、性能價(jià)格比 的鋼材表面處理方法。
量有保證")
量有保證")
量有保證")
鍍鋅鋼管熱處理的十個(gè)要點(diǎn): 一、鍍鋅管及夾具在熱處理前均應(yīng)油污、殘鹽、油漆等外來物; 二、首次在真空爐中使用的夾具,應(yīng)預(yù)先在不低于工件所要求的真空度下進(jìn)行除氣凈化處理; 三、在熱處理過程中易變形的工件,應(yīng)在專用夾具上進(jìn)行加熱。預(yù)熱的方法有:一次預(yù)熱為800℃,二次預(yù)熱為500-550℃和850℃,一次預(yù)熱升溫度速度應(yīng)有限制; 四、對(duì)于形狀復(fù)雜或截面有急劇變化以及有效厚度較大的工件,應(yīng)該進(jìn)行預(yù)熱; 五、有凹槽不通孔的工件、鑄件和焊接件以及加工成形的不銹鋼工件,一般不宜在鹽浴爐中進(jìn)行加熱; 六、根據(jù)工件有效厚度和條件厚度(實(shí)際厚度乘以工件形狀系數(shù)),鍍鋅管加熱應(yīng)有足夠的保溫時(shí)間; 七、馬氏體不銹鋼和耐熱鋼鍍鋅管淬火冷至室溫后方可進(jìn)行清洗、深冷處理或回火,焊接和其后的熱處理之間的時(shí)間間隔不應(yīng)超過4個(gè)小時(shí); 八、根據(jù)鍍鋅管的要求和表面狀況采用堿洗、水溶性清洗劑、氯溶劑噴砂、噴丸等方法進(jìn)行清理; 九、矯正后應(yīng)在低于原回火溫度下進(jìn)行去應(yīng)力退火,形狀復(fù)雜或尺寸要求嚴(yán)格工件,矯正后在回火時(shí)用定形夾具結(jié)合回火進(jìn)行矯正; 十、當(dāng)鍍鋅管力學(xué)性能不合格時(shí),可進(jìn)行重復(fù)的熱處理,但重復(fù)淬火或固溶次數(shù)一般不超過兩次。鍍鋅管的補(bǔ)充回火不算作重復(fù)處理。淬火狀態(tài)或低溫回火后的馬氏體不銹鋼和耐熱鋼工件,在重復(fù)淬火前應(yīng)進(jìn)行預(yù)熱,退火或高溫回火。
量有保證")
量有保證")
量有保證")
鑫邦源特鋼有限公司發(fā)展方向是:提高 四川德陽輸送管產(chǎn)品質(zhì)量,力創(chuàng)凱宸品牌;增加技術(shù)投入,完善系列 四川德陽輸送管產(chǎn)品;加強(qiáng)售后服務(wù),構(gòu)筑銷售網(wǎng)絡(luò)。
竭誠歡迎各界同仁惠顧!
量有保證")
點(diǎn)擊查看鑫邦源特鋼有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
