您的位置>首頁 >防城港本地每News >
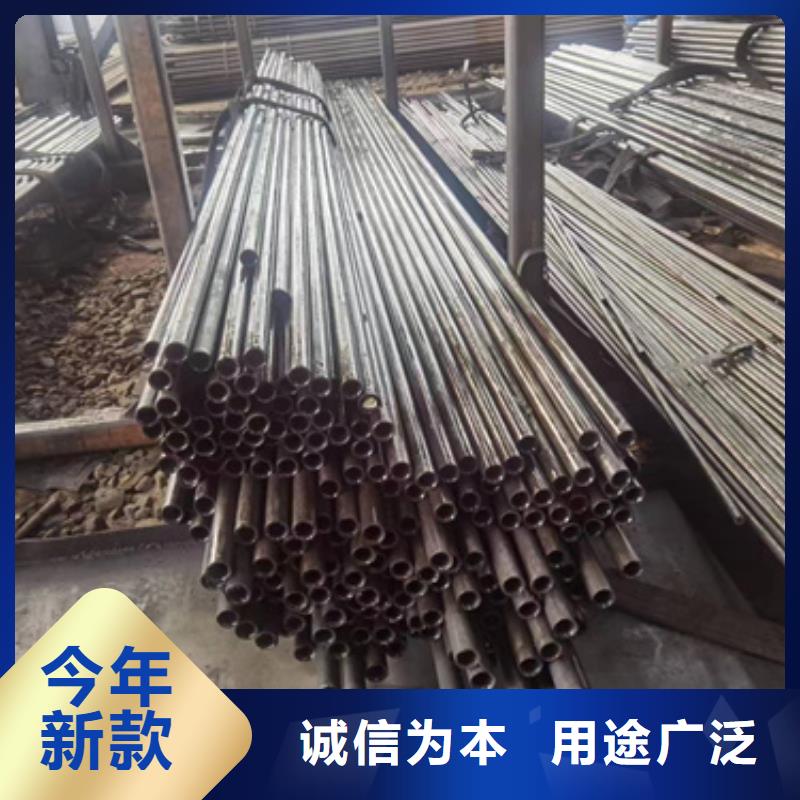
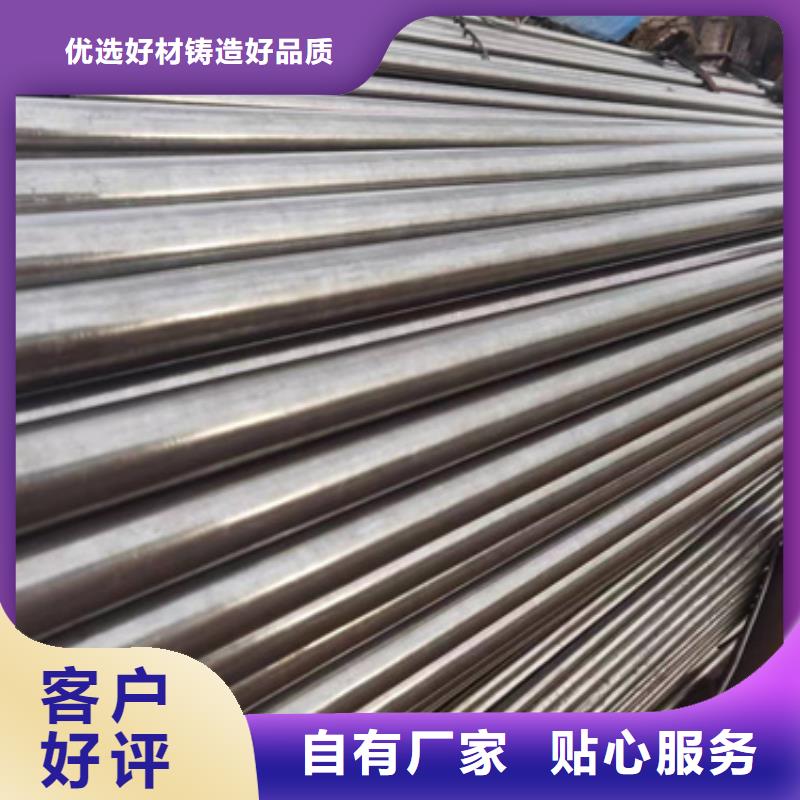
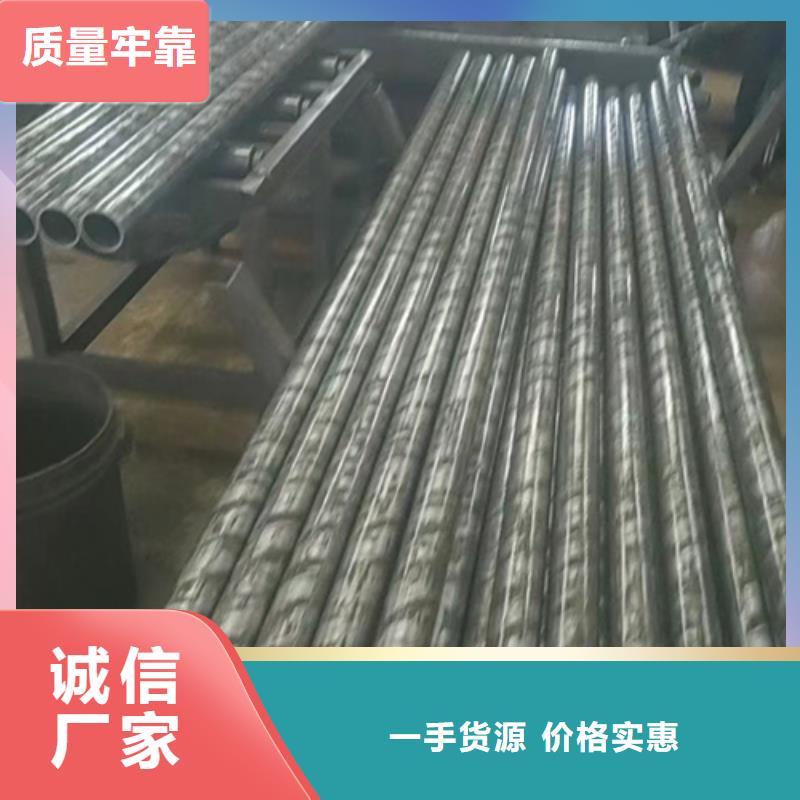
新款精密鋼管廠家
更新時間: 2025-01-18 05:29:38 瀏覽次數:4
以下是:新款精密鋼管廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/米 |
|---|
| 發貨期限 | 3-5天 |
|---|
| 供貨總量 | 8978848 |
|---|
| 運費說明 | 電議 |
|---|
| 質量等級 | 一級 |
|---|
| 品牌 | 雙信鋼管 |
|---|
| 規格 | 多種規格 |
|---|
| 品名 | 精密鋼管 |
|---|
| 用途 | 機械制造 |
|---|
以下是:新款精密鋼管廠家的圖文視頻
導讀 新款精密鋼管廠家,雙信鋼管有限公司為您提供新款精密鋼管廠家,聯系人:亢經理,電話:0635-8821081、13181073433,QQ:329676031,請聯系雙信鋼管有限公司,發貨地:聊城經濟開發區匯通物流園發貨到廣西省 防城港市 港口區、防城區、上思縣、東興市。 廣西壯族自治區,防城港市 防城港市因港得名,依港而建,是中國兩個既沿海又沿邊的城市之一,與東盟海陸河相連的城市;也是“一帶一路”、西部陸海新通道的重要門戶城市和重要節點城市。入選港口型、陸上邊境口岸型物流樞紐承載城市,擁有西部個億噸大港——防城港。截至2021年末,防城港市有A級旅游景區42家,其中4A級景區7家,3A級景區4家,2A級景區1家。

(擠壓無縫鋼管):圓管坯加熱穿孔三輥斜軋、連軋或擠壓脫管定(或減)冷卻矯直水壓試驗(或探傷)標記入庫軋制無縫管料是圓管坯,圓管胚要經過切割機切割加工成長度約為1米坯料,并經傳送帶送到熔爐內加熱。 鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或炔。爐內溫度控制是關鍵性問題.圓管坯爐后要經過壓力穿孔機進行穿空。一般較常見穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴量大,可穿多種鋼種。 穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定。定機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內由定機鉆頭外長度來確定。鋼管經定后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。 鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測。鋼管質檢后還要通過嚴格手工挑選。鋼管質檢后,漆噴上編 、規格、生產批 等。并由吊車吊入倉庫中。

<防城港>雙信鋼管有限公司防城港精密鋼管廠家網店遍布20多個省,2小時內駐地防城港精密鋼管廠家服務人員到達客戶現場。以全過程、全身心、全天候、的四全服務標準,為您排憂解難。


總結 今年在廣西省防城港市購買新款精密鋼管廠家有了新選擇,雙信鋼管有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的新款精密鋼管廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:亢經理-13181073433,QQ:329676031,地址:經濟開發區匯通物流園。