
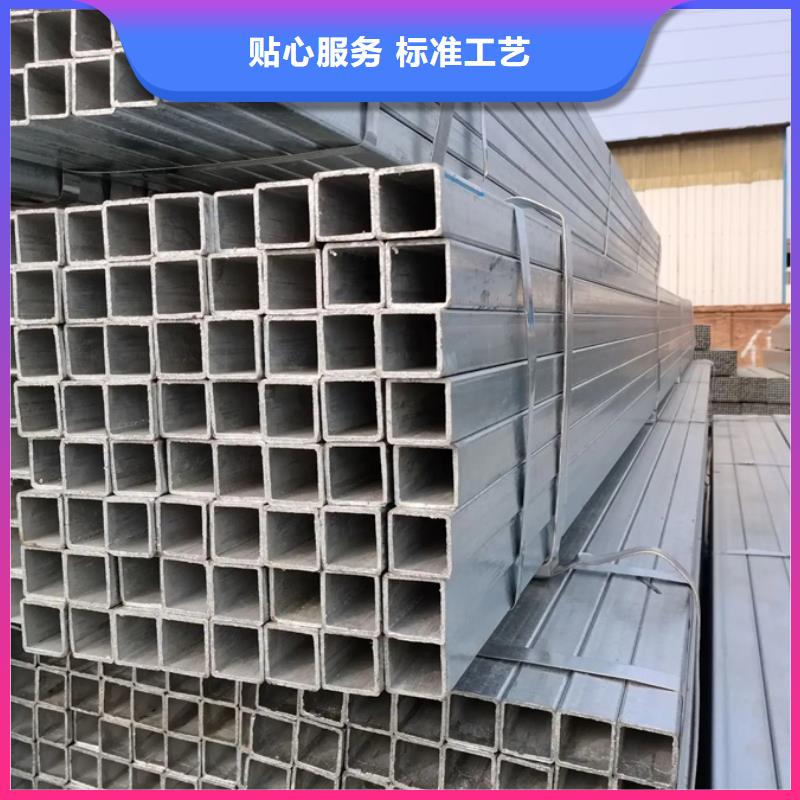

準(zhǔn)備好領(lǐng)略鍍鋅管09CrCuSbH型鋼廠家技術(shù)完善產(chǎn)品的風(fēng)采了嗎?我們的視頻將帶您領(lǐng)略產(chǎn)品的每一個細(xì)節(jié),讓您在欣賞的同時,也能深深感受到產(chǎn)品的價值與意義。
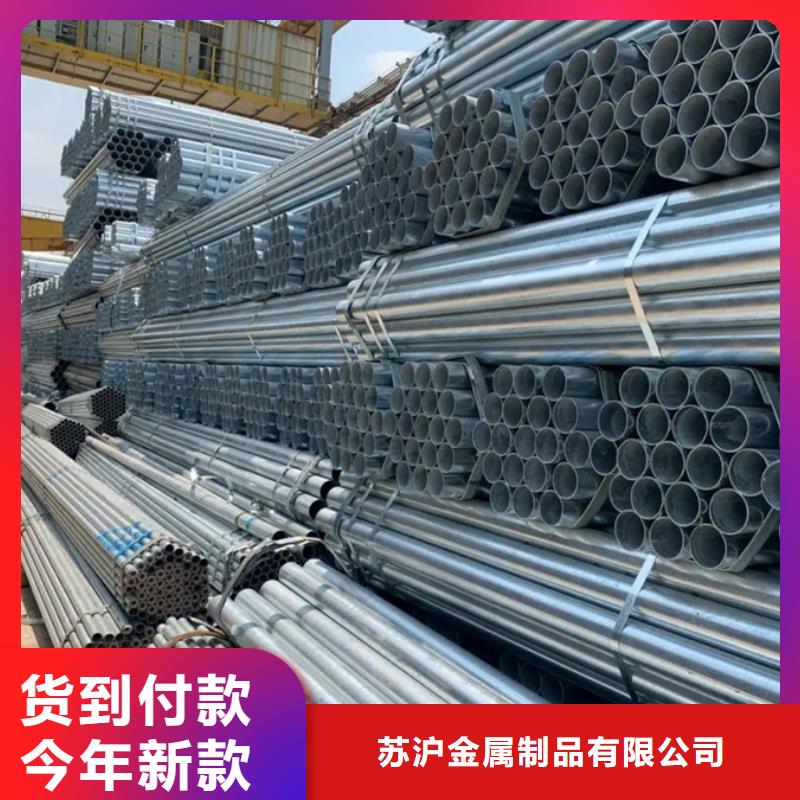
以下是:鍍鋅管09CrCuSbH型鋼廠家技術(shù)完善的圖文介紹
完善")
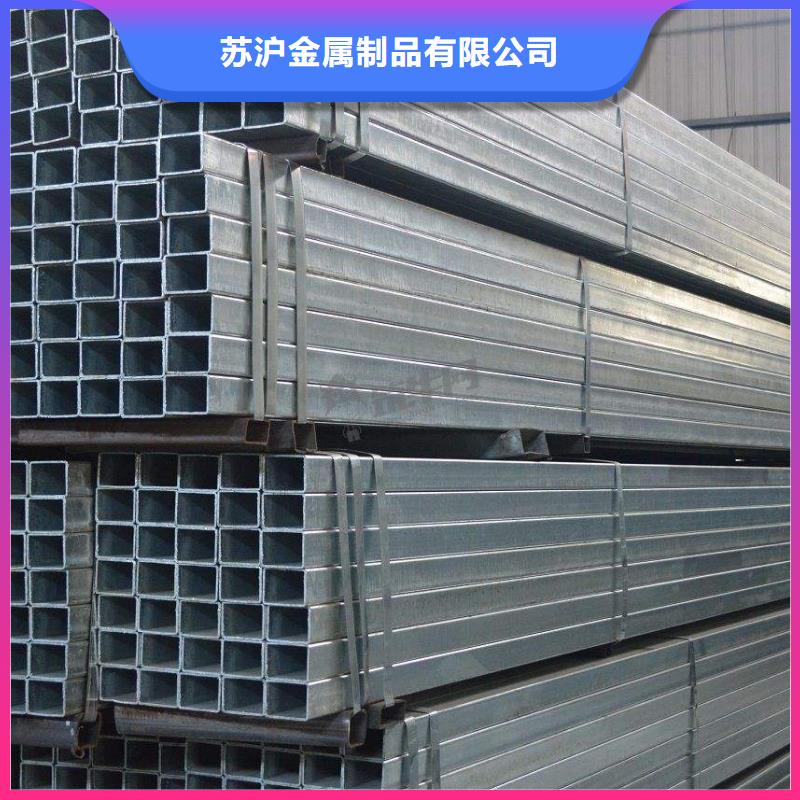
蘇滬金屬制品有限公司自成立以來,本著“十年磨劍、精益求精”的理念,自行研發(fā)、設(shè)計和生產(chǎn)了 湖南09CuPCrNiA角鋼;未來,公司將一如既往的加強(qiáng)技術(shù)創(chuàng)新,持續(xù)研發(fā)高精尖接合工藝,將公司建設(shè)成為湖南及周邊認(rèn)可的 湖南09CuPCrNiA角鋼制造商。
完善")
完善")
完善")
華爾網(wǎng)熱鍍鋅管焊接內(nèi)開口時, 層至第三層必須小規(guī)格操作,因?yàn)槠浜附邮怯绊懞附幼冃蔚氖滓颉?焊接一到三層后,清潔反面。 應(yīng)用碳弧氣刨去除根部后,需要對焊縫進(jìn)行機(jī)械設(shè)備打磨拋光,梳理焊縫表面進(jìn)行滲氮處理,露出金屬織構(gòu),防止表面碳化樂觀而產(chǎn)生裂紋 . 外口要焊一次,內(nèi)口會有一些余料。焊接第二層鍍鋅無縫管時,焊接方向應(yīng)與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應(yīng)間隔15-20mm。焊接鍍鋅無縫管時,兩名焊工的焊接電流、焊接速度和焊接疊數(shù)應(yīng)保持一致。 焊接時,焊接應(yīng)從起弧板開始,在起弧結(jié)束板上結(jié)束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應(yīng)在焊縫焊好后12小時內(nèi)進(jìn)行。 如果不能立即進(jìn)行熱處理工藝,應(yīng)采用保溫、緩冷等方法。 調(diào)質(zhì)處理完畢后,應(yīng)使用兩個熱電阻測溫,將熱電阻焊在焊縫的兩側(cè)。
完善")
完善")
完善")

華爾網(wǎng)鍍鋅管在含有耐磨材料的研磨拋光液中,壓在待生產(chǎn)加工的鋼件表層,進(jìn)行高速跑步和健身鍛煉。 使用這項(xiàng)技術(shù)可以達(dá)到各種研磨和拋光方法的 水平。 光學(xué)激光磨刀器經(jīng)常使用這種方法。 化學(xué)拋光是使友發(fā)鍍鋅管外表面經(jīng)濟(jì)凸部優(yōu)先于有機(jī)化學(xué)物質(zhì)中的凹部熔化,從而獲得光滑的表面。 這種方法的主要優(yōu)點(diǎn)是不需要復(fù)雜的機(jī)械設(shè)備,能夠研磨和拋光復(fù)雜的鋼件,并且能夠額外研磨和拋光許多鋼件,效率高。 化學(xué)拋光的關(guān)鍵挑戰(zhàn)是拋光液的配置。 化學(xué)拋光得到的粗糙度一般為幾位數(shù)。 華爾鋼Q345B鍍鋅焊管化學(xué)拋光的基本概念與化學(xué)拋光相同,即通過選擇性地熔化原材料的一部分表層,使表層光滑、干凈。 與化學(xué)拋光相比,可以去除負(fù)極反射的危害,實(shí)際效果好。冷光整平,陽極氧化電極化,提高表面光澤度。 將友發(fā)鍍鋅管放入耐磨材料混合物中,工作時將超聲波放在一起。 借助超聲波振動作用,在鋼材表面切割、打磨和拋光耐磨材料。超聲波生產(chǎn)加工宏觀經(jīng)濟(jì)實(shí)力不大,不易造成鋼件變形,但工裝生產(chǎn)安裝困難。 在水溶液蝕刻和電解的基礎(chǔ)上,釋放超聲波振動攪拌水溶液,使鋼材表面的熔融物去除,表面周圍的蝕刻液或電解液均勻; 超聲波在液體中的空化效應(yīng)也可以抑制浸入。
完善")
點(diǎn)擊查看蘇滬金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
