



折疊冷鍍鋅的加工工藝
新鋼材表面處理
在做冷鍍鋅前應選擇機械除銹(噴砂、拋丸等),使鋼材表面清潔度達到ISO 85O1-1 Sa 2.5級,相當于GB 8923 Sa 2.5級。它的文字定義為:"鋼材經過機械除銹后,表面無油、無銹,無氧化皮及其他的污物,或僅留輕的痕跡;95%鋼材表面受到鋼丸(砂)沖擊,露出金屬的光澤。"
同時在我們的冷鍍鋅管中對于表面處理質量的另一個指標- - 粗糙度,不同冷鍍鋅材料對粗糙度的要求不同。在鋅加(Zinga)的施工說明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75米。在"強力鋅"及"羅巴魯"施工說明書中,對粗糙度的要求略低,Rz=40~60米。
如果冷鍍鋅單獨成膜,作為防腐涂層時,表面粗糙度可控制得略小一點,以保證冷鍍鋅的涂層厚度;而當冷鍍鋅作為重防腐涂料的底層,總配套涂層厚度大于180米時,為保證整個涂層的附著力,鋼材表面粗糙度Rz應大于60米。





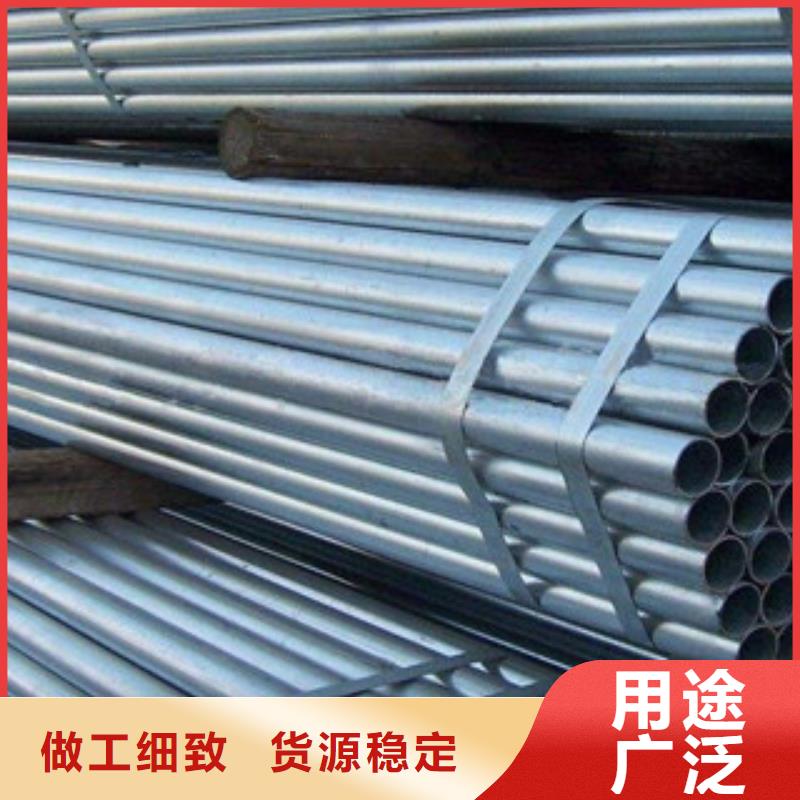
對現在的人們來說,無縫鋼管很是熟悉。因為它在各個領域都起著舉足輕重的作用。我們中國的無縫鋼管在1953年10月27日, 根無縫鋼管試軋成功,這也是1953年我國重工業發展中的巨大事件。或許,無縫鋼管并不是什么高科技產品,但正是因為有了它才有了我們的工業的發展。
無縫鋼管作為輸送管運輸著油、氣體、水源等各個流體。它就像我們人體的血管一樣,為我們的祖國大地不斷的運輸和分配著各個能源的合理利用。正是因為有了無縫鋼管的高質量高品質的保障,我們的工業才能安心的不斷發展,我們的生活也能夠有序的進行。
當然,無縫鋼管不但在生活工業中起著重要作用,在軍隊工業中也是重要的生產材料。它的特點是:產量相對很低,但是技術含量和造價都比較高,是高品級無縫管的主要代表。
也正是有了無縫鋼管的奠定才有了 的強盛,我們才能夠真正做到有底氣,能夠做到國富民強。


折疊編輯本段熱鍍鋅工藝
黑件檢查→掛料→脫脂→漂洗→酸洗→清洗→浸漬助鍍劑→熱空氣烘干→熱浸鍍鋅→內外吹→冷卻→鈍化和漂洗→卸料→檢驗、修整→打字標識→包裝入庫、運輸
折疊編輯本段技術要求1、牌號和化學成分
友發鍍鋅管用鋼的牌號和化學成分應符合GB 3092所規定的黑管用鋼的牌號和化學成分。
2、制造方法黑管的制造方法(爐焊或電焊)由制造廠選擇。鍍鋅采用熱浸鍍鋅法。
3、螺紋及管接頭① 帶螺紋交貨的鍍鋅鋼管,螺紋應在鍍鋅后車制。螺紋應符合YB 822的規定。② 鋼制管接頭應符合YB 238的規定;可鍛鑄鐵管接頭應符合YB 230的規定。4、力學性能 鋼管鍍鋅前的力學性能應符合GB 3092的規定。5、鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。6、冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。7、水壓試驗水壓試驗應在黑管進行,也可用渦流探傷代替水壓試驗。試驗壓力或渦流探傷對比試樣尺寸應符合GB 3092的規定。 鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。



