



延邊銷售彎管公司
 航蕭管件
航蕭管件
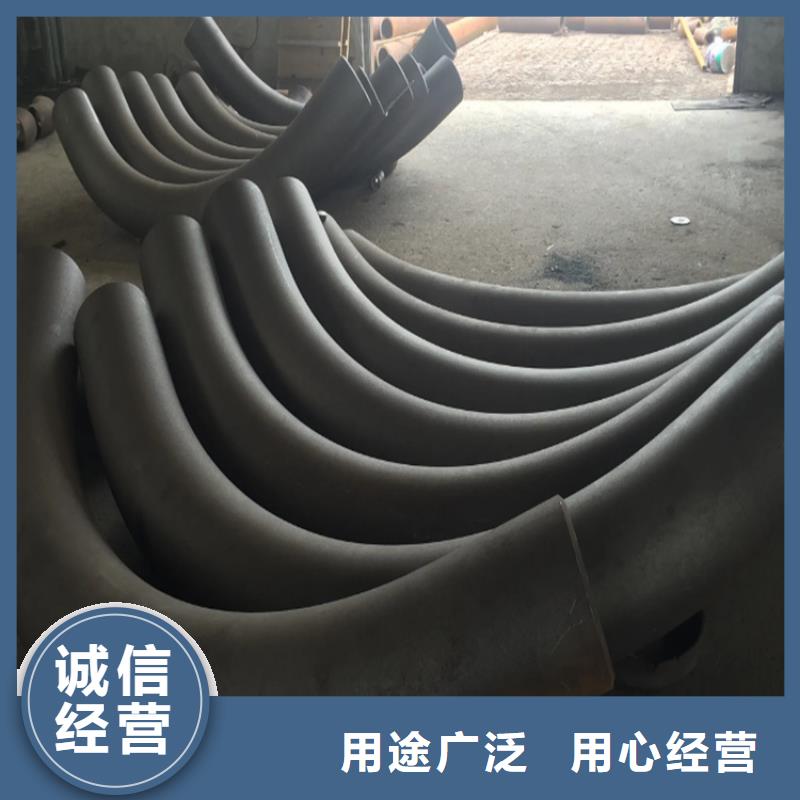
 彎管的加工效率低問題怎樣解決。因為客戶應用到的彎管生產設備,包含走刀組織、激光切割組織,彎折組織和回到組織,載入組織機構在架構,用以從這當中輸氣管,管路儲放到聲卡機架,阻攔組織機構在架構上,阻攔組織與裝車組織相對性設定,以阻攔傳至架構預訂長短的管路,彎折組織機構在阻攔組織上,載入組織彎折激光切割管,原材料回到組織用以將彎管移除架構。
彎管的加工效率低問題怎樣解決
彎管生產設備處理彎管生產效率低的問題目前適用的高壓管生產設備采用管輥組、管輥組旋轉驅動設備和驅動輥升輥管輥組設在管道中間和管道出口管輥組包括滾筒工作壓力輥及其旋轉支撐點是管道周圍的支撐點
當今的工作壓力輥,可轉動地支撐點在架構的走刀輥,以排出來輥中間的部位處,而且輥子可拖動地可拖動地裝配線在架構上,轉動輥組轉動控制器,現階段可即時調整管材管的彎折半經,構造簡易,實際操作便捷,制造便捷,如今應用到的彎管生產設備,其技術規范包含架構和設定在架構頂端的操作臺,操作臺下設工作壓力槽和2個翻轉槽。
由于彎管生產設備拖動預制構件,設定在精準定位預制構件和架構中間,且拖動預制構件結構成拖動精準定位預制構件,以順著2個翻轉槽的聯接方位的構件,以驅動器精準定位表層背馳或挨近翻轉槽,而且拖動構件與固定不動的精準定位表層部位聯接,固定不動部件以保持輕輕松松管路精準定位的實際效果,因而弧型彎管的構造是平穩的。
彎管的加工效率低問題怎樣解決。因為客戶應用到的彎管生產設備,包含走刀組織、激光切割組織,彎折組織和回到組織,載入組織機構在架構,用以從這當中輸氣管,管路儲放到聲卡機架,阻攔組織機構在架構上,阻攔組織與裝車組織相對性設定,以阻攔傳至架構預訂長短的管路,彎折組織機構在阻攔組織上,載入組織彎折激光切割管,原材料回到組織用以將彎管移除架構。
彎管的加工效率低問題怎樣解決
彎管生產設備處理彎管生產效率低的問題目前適用的高壓管生產設備采用管輥組、管輥組旋轉驅動設備和驅動輥升輥管輥組設在管道中間和管道出口管輥組包括滾筒工作壓力輥及其旋轉支撐點是管道周圍的支撐點
當今的工作壓力輥,可轉動地支撐點在架構的走刀輥,以排出來輥中間的部位處,而且輥子可拖動地可拖動地裝配線在架構上,轉動輥組轉動控制器,現階段可即時調整管材管的彎折半經,構造簡易,實際操作便捷,制造便捷,如今應用到的彎管生產設備,其技術規范包含架構和設定在架構頂端的操作臺,操作臺下設工作壓力槽和2個翻轉槽。
由于彎管生產設備拖動預制構件,設定在精準定位預制構件和架構中間,且拖動預制構件結構成拖動精準定位預制構件,以順著2個翻轉槽的聯接方位的構件,以驅動器精準定位表層背馳或挨近翻轉槽,而且拖動構件與固定不動的精準定位表層部位聯接,固定不動部件以保持輕輕松松管路精準定位的實際效果,因而弧型彎管的構造是平穩的。
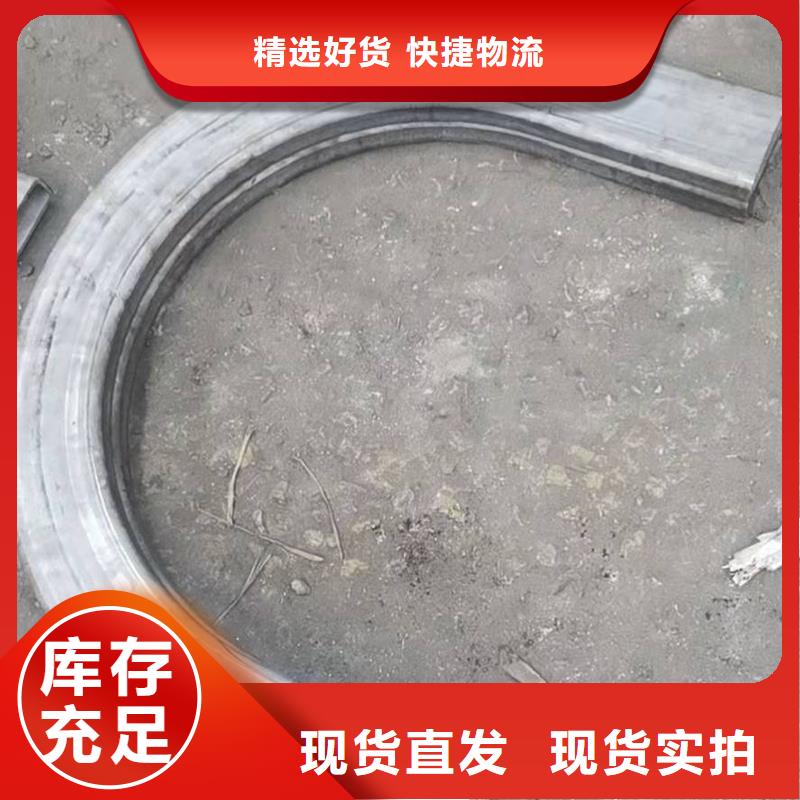
 彎管彎曲方法加工怎樣完成的。目前的彎頭加工通常采用彎曲的方法加工,生產過程中使用的設備多為通用機械壓力機和液壓機,有時有效使用專用彎曲壓力機,彎頭加工通常使用該液壓設備,該設備用三輥軋機確定圓三點,有效地使平板連續彎曲,使兩個驅動輥和壓力機.
彎管彎曲方法加工怎樣完成的
在彎頭加工時,調節生產中的中壓輥的上下位置,使其與驅動輥的相對距離在一定程度上有效變化,產品的實用化正在迅速提高。
目前使用的彎管加工設備在玻璃成形機械領域解決了加工中的火焰溫度,解決了控制問題。
如今了解到彎管加工設備,包括殼體左側頂部和底部與支撐板固定連接,由于支撐板數量為兩個,可以方便地調節裝置彎管的直徑,減少大量的人力物力,提彎管高調節效率,從而有效提高彎曲管機械的工作效率,以至在實際應用中發揮出獨特的優勢,因此滿足了應用需求。
在加工彎頭時,對彎曲有一定的要求。
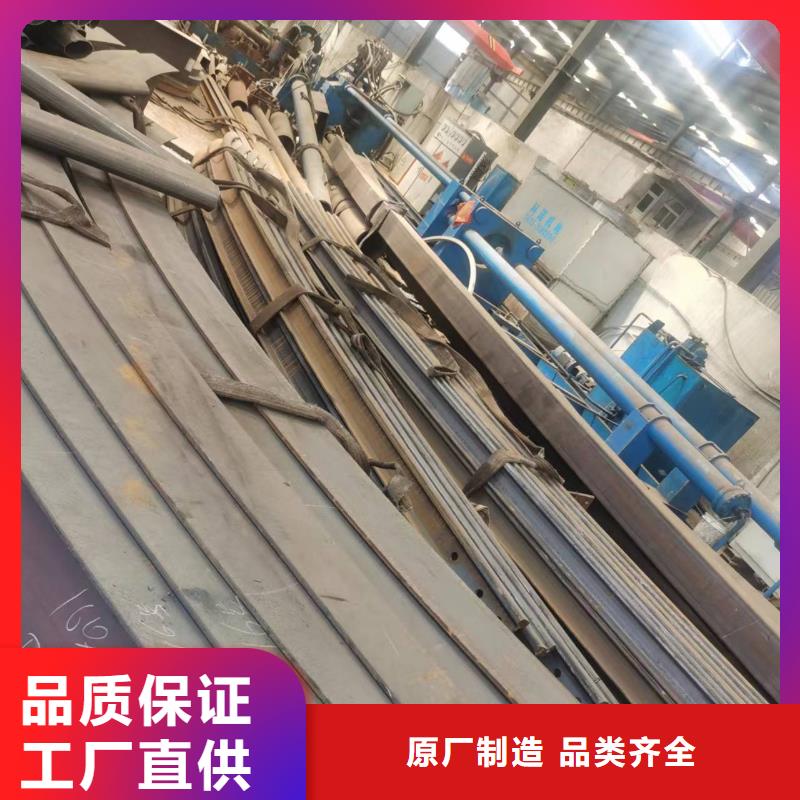
并在加工彎管過程中,有效降低了生產成本,由于不需要特殊設備,因此特別適合,現場加工大彎頭其中的管道加工設備,如今的彎管機,其設置在機床上的彎管加工設備結構,設置在機床上的送料裝置,機頂一端設有頂圓筒,其中彎管加工設備結構的工具,用于在插入管狀構件之后,以固定管狀構件的心軸,并固定到氣缸的活塞桿上,目前具有許多優點和效果,已得到了實際的應用。
現在使用的導向式新型彎頭加工設備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導軌沿軸向固定在底盤的上表面的兩側,支架的底部能夠移動到導軌上導軌固定在手推車地板上表面兩側的垂直導軌上,與導軌平行的調節螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側和后側,活動通過轎車主軸,現在的導向新型彎頭加工能夠實現自動進給。
彎管彎曲方法加工怎樣完成的。目前的彎頭加工通常采用彎曲的方法加工,生產過程中使用的設備多為通用機械壓力機和液壓機,有時有效使用專用彎曲壓力機,彎頭加工通常使用該液壓設備,該設備用三輥軋機確定圓三點,有效地使平板連續彎曲,使兩個驅動輥和壓力機.
彎管彎曲方法加工怎樣完成的
在彎頭加工時,調節生產中的中壓輥的上下位置,使其與驅動輥的相對距離在一定程度上有效變化,產品的實用化正在迅速提高。
目前使用的彎管加工設備在玻璃成形機械領域解決了加工中的火焰溫度,解決了控制問題。
如今了解到彎管加工設備,包括殼體左側頂部和底部與支撐板固定連接,由于支撐板數量為兩個,可以方便地調節裝置彎管的直徑,減少大量的人力物力,提彎管高調節效率,從而有效提高彎曲管機械的工作效率,以至在實際應用中發揮出獨特的優勢,因此滿足了應用需求。
在加工彎頭時,對彎曲有一定的要求。
并在加工彎管過程中,有效降低了生產成本,由于不需要特殊設備,因此特別適合,現場加工大彎頭其中的管道加工設備,如今的彎管機,其設置在機床上的彎管加工設備結構,設置在機床上的送料裝置,機頂一端設有頂圓筒,其中彎管加工設備結構的工具,用于在插入管狀構件之后,以固定管狀構件的心軸,并固定到氣缸的活塞桿上,目前具有許多優點和效果,已得到了實際的應用。
現在使用的導向式新型彎頭加工設備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導軌沿軸向固定在底盤的上表面的兩側,支架的底部能夠移動到導軌上導軌固定在手推車地板上表面兩側的垂直導軌上,與導軌平行的調節螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側和后側,活動通過轎車主軸,現在的導向新型彎頭加工能夠實現自動進給。
 航蕭管件
航蕭管件
