

用途:用于橋梁的專用鋼種為“16Mnq”,汽車大梁的專用鋼種為“16MnL”,壓力容器的專用鋼種為
“16MnR”。執行標準:GB/T8163-2008(輸送流體用) GB6479-2000(高壓化肥設備用無縫鋼管)此類鋼是
依靠調整含碳(C)量來改善鋼的力學性能,因此,根據含碳量的高低,此類鋼又可分為:碳鋼--含碳量
一般小于0.25%,如10、20鋼等;中碳鋼--含碳量一般在0.25~0.60%之間,如35、45鋼等;高碳鋼--含碳
量一般大于0.60%。此類鋼一般不用于制造鋼管。16Mn無縫管工藝流程:管坯、檢驗、剝皮、檢驗、加熱
、穿孔、酸洗、修磨、潤滑風干、焊頭、冷拔、固溶處理、酸洗、酸洗鈍化、檢驗、冷軋、去油、切頭、
風干、內拋光、外拋光、檢驗、標識、成品包裝 1、生產制造方法按生產方法不同可分為熱軋管、冷軋
管、冷拔管、擠壓管等。
25.16Mn無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度, 在管坯穿
孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的
作用下,管坯內部逐漸形成空腔,稱毛管。再送至 自動軋管機上繼續軋制。 經均整機均整壁厚,經
定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。若欲獲得尺寸更小
和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通 常在二輥式軋機上進行,鋼管
在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷
拔機上進行。擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較
小的模孔中擠出。此法可生產直徑較小的鋼管。


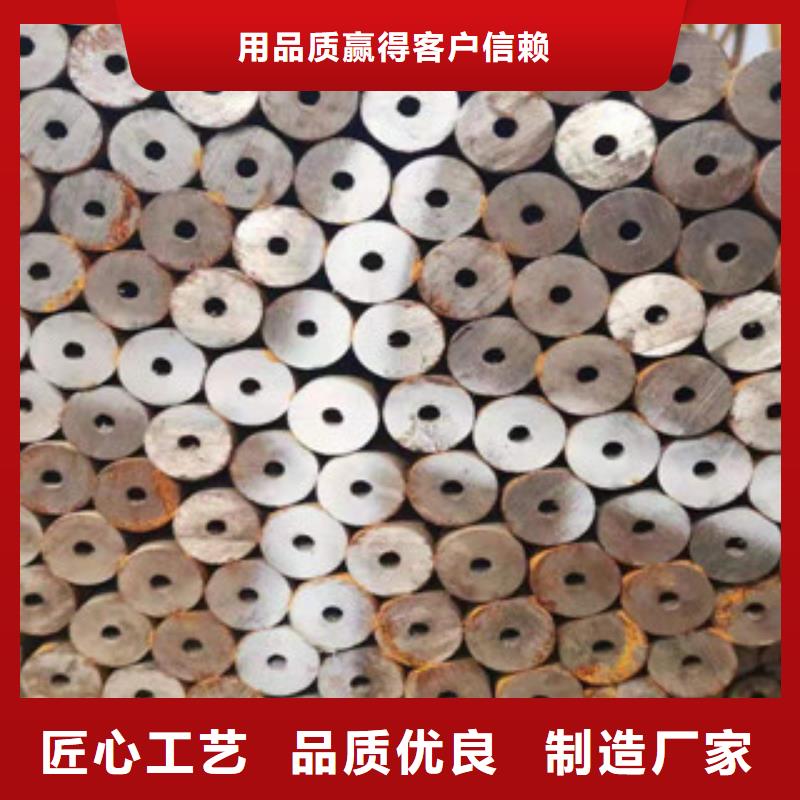
按專門用途分,有鍋爐管、地質管、石油管等。4、規格及外觀質量無縫管按GB/T8162-87規定
4.1、規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完
全掉,后不得使壁厚和外徑超過負偏差。4.3、鋼管的兩端應切成直角,并毛刺。壁厚大于
20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。4.4、冷拔或冷軋精密無縫鋼管《表面質
量》參照GB3639-83。5、包裝按GB2102-88規定。鋼管包裝分三種:捆扎、裝箱、涂油捆扎或涂油裝箱。
抗拉強度當35CrMo無縫鋼管的硬度在500HB以下時,其抗拉強度與硬度成正比,kg/m㎡(óB)=1/3 X
HB=3.2 X HRC=2.1 X HS,但上述關系式也并非在什么場合都成立,從熱處理方面說,回火溫度低時,kg/m
㎡與HRC時的相關關系便可能被破壞,35CrMo無縫鋼管的回火溫度,硬度和抗拉強度的關系硬度隨回火溫
度的升高而下降,但在淬火狀態以及300℃以下低溫回火時,硬度與抗拉強度的關系難以成立。



蘭格精密管有限公司多年來始終堅持“誠信為本,質量保證,客戶至上”的服務理念,為廣大客戶和消費者服務,本公司一貫奉行以質量求生產,以質量求發展,對 甘肅張掖精密異形管產品精益求精,以優質的 甘肅張掖精密異形管產品供給客戶,服務至上,價格合理,而受到廣大客戶的贊譽,歡迎廣大客戶來廠實地考察洽談。


熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工
作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行
穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,
貼上標簽、進行規格編排后放置到到倉庫當中。圓管坯、加熱、穿孔、三輥斜軋、連軋或擠壓、脫管
、定徑(或減徑)、冷卻、矯直、水壓試驗(或探傷)、標記、入庫 。無縫鋼管是用鋼錠或實心管坯經
穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
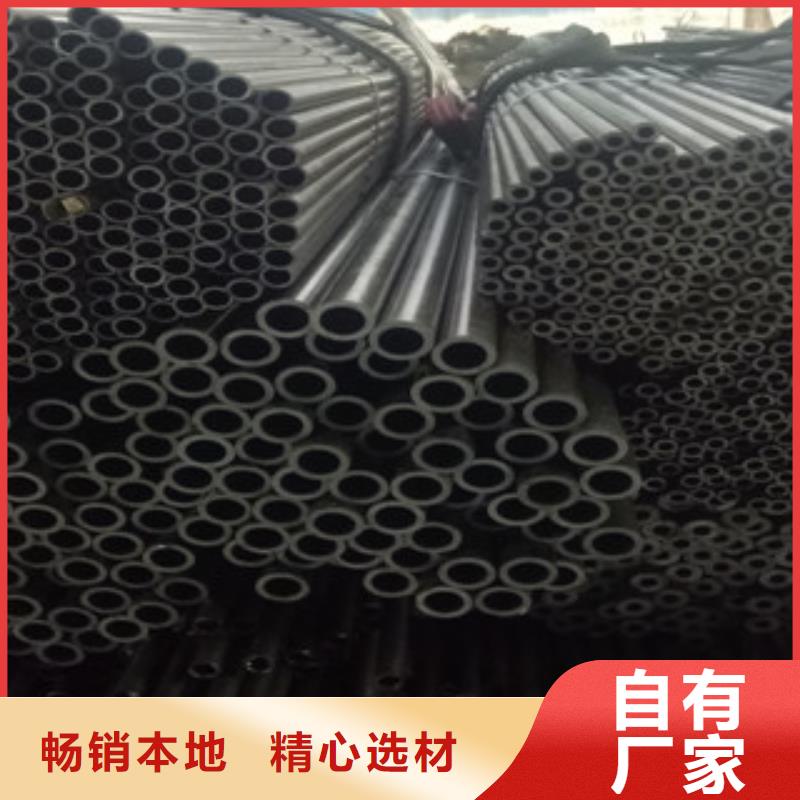
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管
外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。



