








生產工藝
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
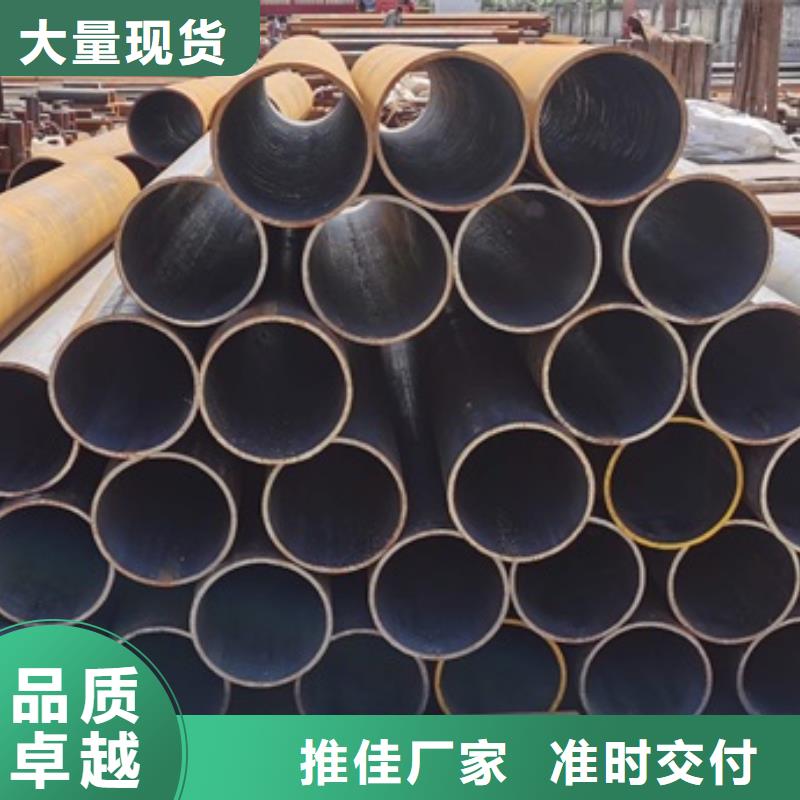
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,貼上標簽、進行規格編排后放置到到倉庫當中。
執行標準
q345b無縫鋼管 GB17396-1998 27SiMn
化學成分編輯
C≤0.18,Mn ≤1.70,Si≤0.50,P≤0.030,S≤0.025,Al≥0.015;
重量計算公式編輯
重量計算公式:4*壁厚*(邊長-壁厚)*0.00785
q345b無縫鋼管重量計算公式:(周長/3.14-壁厚)*壁厚*0.02466
規格現貨:
規格 規格 規格 規格
22*2.5 89*6 133*7 245*12
25*2.5 89*6 133*7 273*8
25*4.5 89*6.5 133*8 273*10
32*3 89*7 133*9 273*10
42*4 89*7 133*10 273*12
45*3 89*8 133*10 273*14
45*4 89*10 140*6 299*8
50*4 89*12 140*8 299*10
50*5 89*13 146*8 299*12
51*4.5 95*4 159*6 299*16
57*3.5 95*5 159*10 325*8.5
57*4 95*5.5 159*12 325*12
57*5 95*8 168*6 325*14
60*3 102*5.5 168*7 325*16
60*3.2 102*6 168*8 351*9
60*5 102*7 168*8 351*10
63.5*5 102*14 168*10 351*14
65*4 102*16 168*12 351*14
67*5.5 108*4 180*6 351*16
68*3 108*5 180*8 356*8
70*5 108*7 180*8 377*14
70*7 108*8 180*10 402*9
73*3.5 108*13 180*12 402*10
73*5 114*4 180*16 402*12
73*6.5 114*5 194*6 402*14
76*3 114*5.5 194*8 402*16
76*3.5 114*6 194*8 426*12
76*4 114*6 194*10 426*14
76*4 114*6.5 194*12 426*16
76*5 114*7 203*10 426*18
76*6 114*7 203*12 426*20
83*6 114*8 219*6
83*8 114*10 219*8 530*10
89*4 114*16 219*10 530*14
89*4.5 121*5 219*12 530*16
89*4.5 121*6 219*12 530*18
89*5 121*6 219*14 560*14
89*5 121*7 219*16 560*18
89*5 121*12 245*8 560*20
89*5.5 133*6 245*10 610* 
如果選擇了普通的鋼管,那么你所訂購的鋼管,與你所收到的鋼管,型號方面會出現很大的誤差。甚至在一條鋼管上的不同部分,內徑或者是壁厚,都會出現很大的差距。這樣的管道,在使用的過程中,肯定會帶來很多的問題。但是無縫鋼管不同,這種鋼管對于管道,任何部分的標準,都有非常嚴格的要求。雖然無縫鋼管,同樣也是無法,管道每個方面的尺寸,都完全符合這個標準。但是無縫鋼管,卻是可以將誤差,控制在一個,非常小的范圍以內。在一般情況下,這個誤差都不會,超過兩個標準的單位,這對于大多數行業來說,就已經足夠了。
本實用新型一種16mn無縫鋼管穿孔頂頭的離心鑄造模具是用固定托板與離心鑄造機相聯接固定。
與現有技術相比,本實用新型一種16mn無縫鋼管穿孔頂頭的離心鑄造模具具有顯著進步性,具體優點如下:
(1)采用軸線水平布置模具,運用離心鑄造技術,澆注時,鑄件軸向與離心機主軸相互垂直,金屬液順序進入型腔,不會產生金屬液紊流,實現中部非空錐形零件的制造,具有操作靈活方便、制造成本低廉,鑄件組織均勻致密、性能優異的特點,并且頂頭鼻部處離心力大,鼻部鑄態組織好,符合頂頭使用工況受力要求;
(2)本實用新型結構設計新穎,簡單實用,可根據頂頭尺寸大小,調整鑄件數量,因共用澆口,能夠有效減少鑄件澆口及補縮冒口的重量,節約金屬;
(3)砂芯所用樹脂砂污染小,能循環使用,經濟實惠;
(4)本實用新型可根據頂頭尺寸大小,對稱布置模具,實現一注多件澆鑄,操作靈活,制造成本低,具有高的投資性價比。
