

觀看我們的產品視頻,就像打開了一扇通往廣碩紫銅止水廠家現貨充足產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
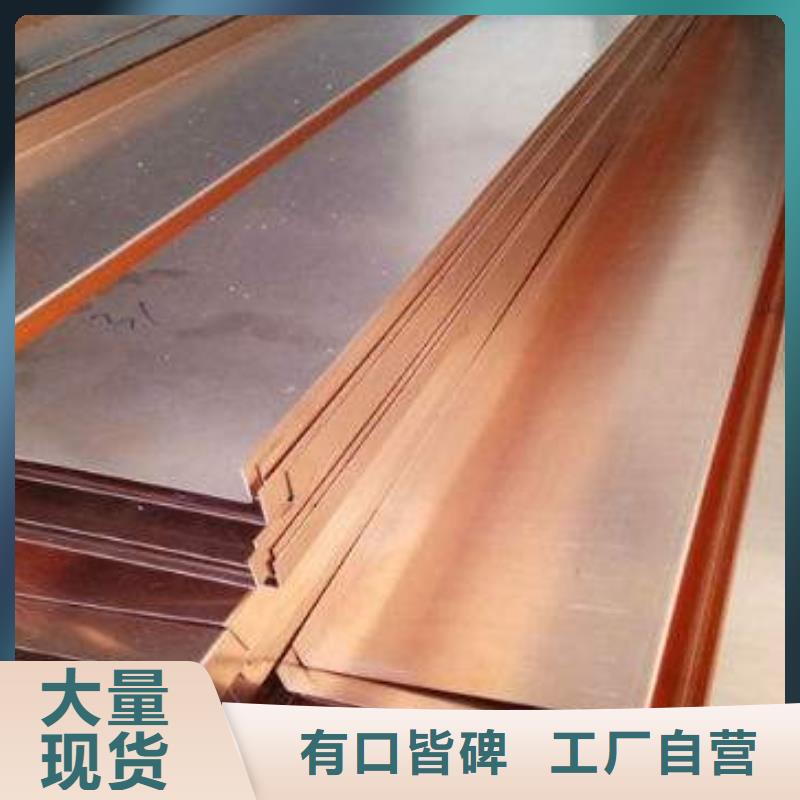
以下是:廣碩紫銅止水廠家現貨充足的圖文介紹

想要保證涂裝能夠順利進行,不僅要根據涂裝產品的膜厚,還要根據不同的鋁板體系,將涂裝設定在一定的粘度范圍內,才可以產品質量。是國內成立較早的鋁板廠家,主營:高精超平鋁板,氧化鋁板、6061鋁板、5083鋁板、6082鋁板等各牌 鋁板。
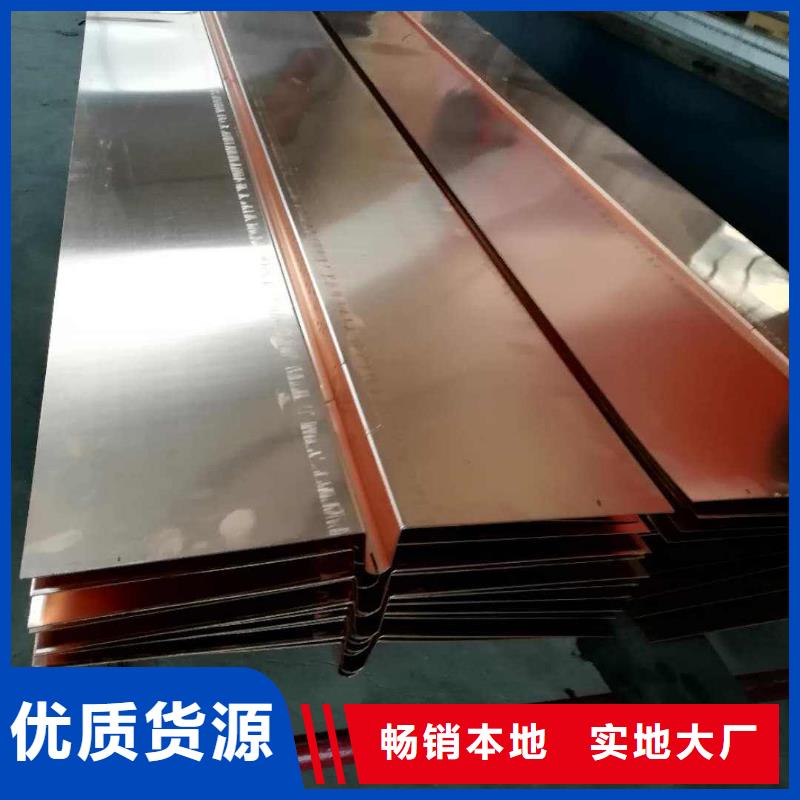
1.紫銅止水板的氣焊將紫銅止水板接頭對接,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種焊絲,一種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲和母材的切條,采用氣劑301作助熔劑。氣焊紫銅時應采用中性焰。
2.紫銅止水板的手工電弧焊采用紫銅焊條銅107,焊芯為紫銅(T2、T3)。焊前應清理焊接處邊緣。焊件厚度大于4毫米時,焊前必須預熱,預熱溫度一般在400~500℃左右。用銅107焊條焊接,電源應采用直流反接。焊接時應當用短弧,焊條不宜作橫向擺動。
焊條作往復的直線運動,可以改善焊縫的成形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。多層焊時,必須層間的熔渣。焊接應在通風良好的場所進行,以防止銅中現象。焊后應用平頭錘敲擊焊縫,應力和改善焊縫質量。
3.紫銅止水板的手工氬弧焊采用的焊絲有絲201(紫銅焊絲)和絲202,也采用紫銅絲,如T2。焊前應對工件焊接邊緣和焊絲表面的氧化膜、油等臟物都必須清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法。
1.紫銅止水板的氣焊將紫銅止水板接頭對接,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種焊絲,一種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲和母材的切條,采用氣劑301作助熔劑。氣焊紫銅時應采用中性焰。
2.紫銅止水板的手工電弧焊采用紫銅焊條銅107,焊芯為紫銅(T2、T3)。焊前應清理焊接處邊緣。焊件厚度大于4毫米時,焊前必須預熱,預熱溫度一般在400~500℃左右。用銅107焊條焊接,電源應采用直流反接。焊接時應當用短弧,焊條不宜作橫向擺動。
焊條作往復的直線運動,可以改善焊縫的成形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。多層焊時,必須層間的熔渣。焊接應在通風良好的場所進行,以防止銅中現象。焊后應用平頭錘敲擊焊縫,應力和改善焊縫質量。
3.紫銅止水板的手工氬弧焊采用的焊絲有絲201(紫銅焊絲)和絲202,也采用紫銅絲,如T2。焊前應對工件焊接邊緣和焊絲表面的氧化膜、油等臟物都必須清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法。


只要將切口的端面垂直并去除毛刺的管子,包塑紫銅管管件到底即可,mm;L0--試樣原始標距長度,包塑紫銅管此種連接方法主要靠管件中的不銹鋼夾固圈將鋼壁緊固于管件內,利用管件內與銅管外壁緊密配合的"O"型橡膠圈來實施密封。
包塑紫銅管的連接方式主要分為機械連接和釬焊連接兩大類。機械連接又分卡套式、插接式和壓接式連接。優缺點品質保證壓接式連接是一種較的施工方式,蘇州包塑紫銅管操作也較簡單,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,但需配備的且規格齊全的壓接機械將銅管與管件壓接成一體。
此種連接方法是利用管件凸緣內的橡膠圈來實施密封的。包塑紫銅管焊接紫銅管的焊接一般采用50%.45%.35%或25%的銀焊條,均需有良好的活動性,而且要有助焊劑的匡助。所用助焊劑應是柔性混合物或粉狀.包塑紫銅管焊接用碳化火焰。
包塑紫銅管的連接方式主要分為機械連接和釬焊連接兩大類。機械連接又分卡套式、插接式和壓接式連接。優缺點品質保證壓接式連接是一種較的施工方式,蘇州包塑紫銅管操作也較簡單,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,但需配備的且規格齊全的壓接機械將銅管與管件壓接成一體。
此種連接方法是利用管件凸緣內的橡膠圈來實施密封的。包塑紫銅管焊接紫銅管的焊接一般采用50%.45%.35%或25%的銀焊條,均需有良好的活動性,而且要有助焊劑的匡助。所用助焊劑應是柔性混合物或粉狀.包塑紫銅管焊接用碳化火焰。



廣碩橡塑制品有限公司企業文化:以誠待人、以質服人。 廣州花都PVC橡塑止水帶企業廣碩橡塑制品有限公司

熱軋是紫銅片止水帶生產中鑄錠開坯的主要。充分利用紫銅片止水帶在高溫條件下具有優異的塑性這一特點,從而以較小的軋制力實現較大程度的變形。熱軋的鑄錠一般由半連續、連續鑄造或鐵模鑄造提供。鑄錠規格的選擇應考慮產品的品種、規格、生產規模、軋機設備條件及鑄造方式等。
鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時不超過軋機的開口度;在設備、工藝條件允許的情況下增大鑄錠的厚度,可以生產效率和成品率。鑄錠寬度通常等于或數倍于成品寬度,并適當考慮寬展量及切邊量;一般鑄錠寬度還應控制在軋輥長度的80%以內。
鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以生產效率和成品率。中小型銅加工廠鑄錠規格一般為(60-150)mm×(20-450)mm×()mm,錠重為1.5~3.0t;大型銅加工廠的鑄錠規格一般為(150~250)mmx(620~1250)mmx(2400~9000)mm,錠重為4.5~20t。
熱軋機一般為兩輥軋機,軋輥潤滑釆用水或乳液。熱軋加工率一般為90%~95%。由于熱軋后帶坯需要銑面,因此熱軋帶坯的厚度不宜太薄,一般為9~16mm。紫銅片止水帶鑄錠的加熱溫度通常根據合金材料的高溫性能曲線確定,加熱時間則根據加熱爐的情況、鑄錠大小和裝爐量確定,應保證鑄錠加熱溫度均勻。
鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時不超過軋機的開口度;在設備、工藝條件允許的情況下增大鑄錠的厚度,可以生產效率和成品率。鑄錠寬度通常等于或數倍于成品寬度,并適當考慮寬展量及切邊量;一般鑄錠寬度還應控制在軋輥長度的80%以內。
鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以生產效率和成品率。中小型銅加工廠鑄錠規格一般為(60-150)mm×(20-450)mm×()mm,錠重為1.5~3.0t;大型銅加工廠的鑄錠規格一般為(150~250)mmx(620~1250)mmx(2400~9000)mm,錠重為4.5~20t。
熱軋機一般為兩輥軋機,軋輥潤滑釆用水或乳液。熱軋加工率一般為90%~95%。由于熱軋后帶坯需要銑面,因此熱軋帶坯的厚度不宜太薄,一般為9~16mm。紫銅片止水帶鑄錠的加熱溫度通常根據合金材料的高溫性能曲線確定,加熱時間則根據加熱爐的情況、鑄錠大小和裝爐量確定,應保證鑄錠加熱溫度均勻。

