

30秒一段產(chǎn)品介紹視頻,帶你了解無(wú)縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品產(chǎn)品的功能、特點(diǎn)和使用方法。
以下是:無(wú)縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品的圖文介紹
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
無(wú)縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
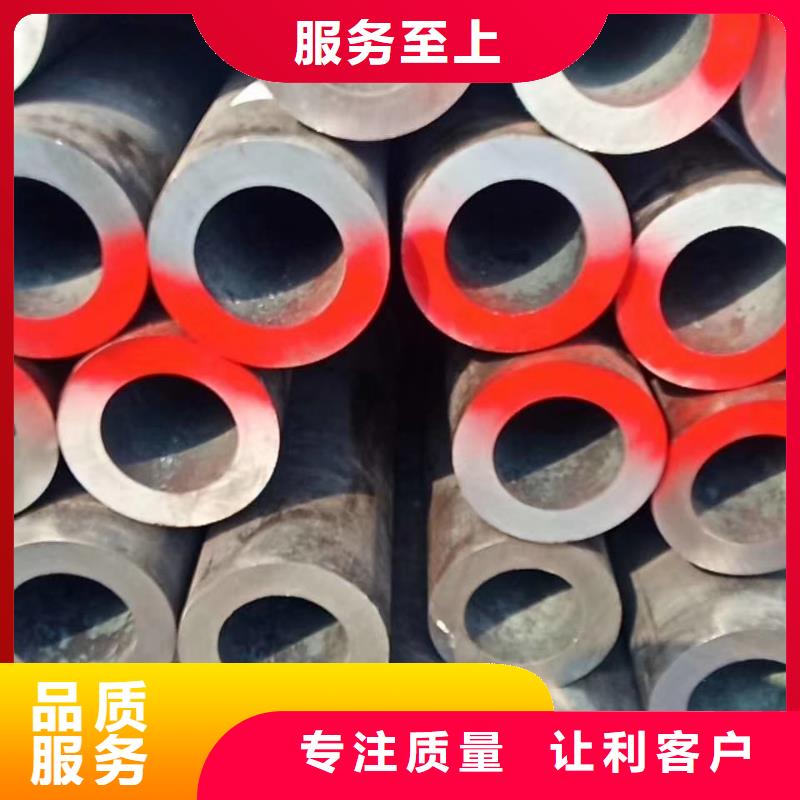
華爾網(wǎng)無(wú)縫鋼管與許多鋼相比,q345d無(wú)縫鋼管具有其優(yōu)良的特點(diǎn)。與圓鋼等實(shí)心鋼相比,它們具有相同的彎曲扭轉(zhuǎn)強(qiáng)度和輕重量。它們是一種應(yīng)用廣泛的經(jīng)濟(jì)截面鋼。在生產(chǎn)制造中,我們將重點(diǎn)關(guān)注其性能,以提高無(wú)縫鋼管的使用效率。1、q345d無(wú)縫鋼管重量輕,重量?jī)H為方鋼的1/5。2、q345d無(wú)縫鋼管耐腐蝕 耐酸、堿、鹽、大氣環(huán)境腐蝕,耐高溫,耐沖擊、耐疲勞,無(wú)需定期維護(hù),有效使用壽命可達(dá)15年以上;3、q345d無(wú)縫鋼管的抗拉強(qiáng)度是普通鋼材的8-10倍以上,彈性模量?jī)?yōu)于鋼材,具有優(yōu)異的抗蠕變性、耐腐蝕性和抗震性; 4、q345d無(wú)縫鋼管機(jī)械性能優(yōu)良,易加工等; 5、q345d無(wú)縫鋼管彈性高,在機(jī)械設(shè)備中重復(fù)使用,無(wú)記憶,無(wú)變形,抗靜電。現(xiàn)在我們知道了q345d無(wú)縫鋼管的優(yōu)點(diǎn),廣泛應(yīng)用于制造石油鉆桿、汽車傳動(dòng)軸、自行車架、鋼腳手架等結(jié)構(gòu)件和機(jī)械部件,可提高材料利用率,簡(jiǎn)化制造工藝,節(jié)省材料和加工時(shí)間,已廣泛應(yīng)用于鋼管制造。
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
華爾網(wǎng)無(wú)縫鋼管壁厚不均主要體現(xiàn)為螺旋狀壁厚不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現(xiàn)象。無(wú)縫管連軋工藝調(diào)整的影響是導(dǎo)致成品管壁厚不均的重要因素。 具體為:1、無(wú)縫鋼管螺旋狀壁厚不均 成因是:穿孔機(jī)軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調(diào)整原因造成的無(wú)縫鋼管壁厚不均,一般沿鋼管的全長(zhǎng)呈螺旋狀分布。在軋制過(guò)程中定心輥打開(kāi)過(guò)早、定心輥調(diào)整不當(dāng)以及頂桿抖動(dòng)等造成的壁厚不均,一般沿鋼管全長(zhǎng)呈螺旋狀分布。 措施:調(diào)整穿孔機(jī)軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數(shù)調(diào)整軋管機(jī)。針對(duì)第二種情況,根據(jù)毛管出口速度調(diào)整定心輥打開(kāi)時(shí)間,軋制過(guò)程中定心輥不要打開(kāi)過(guò)早,以防止頂桿抖動(dòng),造成無(wú)縫鋼管壁厚不均。定心輥開(kāi)口度需要根 據(jù)毛管直徑的變化作適當(dāng)調(diào)整,并考慮毛管跳動(dòng)量的大小。2、無(wú)縫鋼管直線狀壁厚不均 成因:芯棒預(yù)穿鞍座高度調(diào)整不合適,芯棒預(yù)穿時(shí)接觸到某一面的毛管,致使毛管在接觸面上溫降過(guò)快,造成無(wú)縫鋼管壁厚不均甚至拉凹缺陷。連軋軋輥間隙過(guò)小或過(guò)大。軋管機(jī)中心線偏差。單、雙機(jī)架壓下量不均,會(huì)造成鋼管單機(jī)架方向超薄(超厚)、雙機(jī)架方向超厚(超薄)的直線型對(duì)稱偏差。臼斷裂,內(nèi)外輥縫差大,會(huì)造成鋼管直線型非對(duì)稱偏差。連軋調(diào)整不當(dāng),堆鋼、拉鋼軋制會(huì)造成直線型壁厚不均。 措施:調(diào)整好芯棒預(yù)穿鞍座的高度、保證芯棒與毛管對(duì)中。更換孔型及軋制規(guī)格時(shí)應(yīng)測(cè)量軋輥間隙,使實(shí)際軋輥間隙與軋制表保持一致。用光學(xué)對(duì)中裝置調(diào)整軋制中心線,年度大修時(shí)必須校正軋管機(jī)中心線。及時(shí)更換臼斷裂的機(jī)架,實(shí)施測(cè)量連軋輥內(nèi)、外輥縫,出現(xiàn)問(wèn)題并及時(shí)更換。連軋時(shí),要避免拉鋼、堆鋼。 無(wú)縫鋼管頭、尾部壁厚不均 成因:管坯前端切斜度、彎曲度過(guò)大、管坯定心孔不正易造成鋼管頭部壁厚不均。穿孔時(shí)延伸系數(shù)太大、軋輥轉(zhuǎn)速太高、軋制不穩(wěn)定。穿孔機(jī)拋鋼不穩(wěn)定易造成毛管尾部壁厚不均。 措施檢查管坯質(zhì)量,防止管坯前端切斜度、壓下量大,更換孔型或檢修均應(yīng)校正定心孔。采用較低的穿孔速度,以確保軋制的穩(wěn)定性和毛管壁厚的均勻度。當(dāng)軋輥轉(zhuǎn)速調(diào)整后,匹配的導(dǎo)盤也做相應(yīng)調(diào)整。關(guān)注導(dǎo)盤使用狀態(tài)并加大對(duì)導(dǎo)盤螺栓的檢查力度,降低導(dǎo)盤在軋鋼時(shí)的竄動(dòng)幅度,保證拋鋼穩(wěn)定。
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
目前杰達(dá)通鋼管有限公司生產(chǎn)的 湖南郴州[薄壁無(wú)縫鋼管]產(chǎn)品遠(yuǎn)銷國(guó)內(nèi)各大省市,以質(zhì)量穩(wěn)定、價(jià)格優(yōu)惠、 湖南郴州[薄壁無(wú)縫鋼管]產(chǎn)品過(guò)硬贏得了廣大客戶的一致好評(píng)。真誠(chéng)希望與老客戶繼續(xù)合作,與新客戶建立關(guān)系--攜手并進(jìn),共創(chuàng)輝煌。
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
縫鋼管Q355B無(wú)縫鋼管實(shí)力優(yōu)品")
點(diǎn)擊查看杰達(dá)通鋼管有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
