







濟南不銹鋼板分類根據不同的標準有不同的分類:
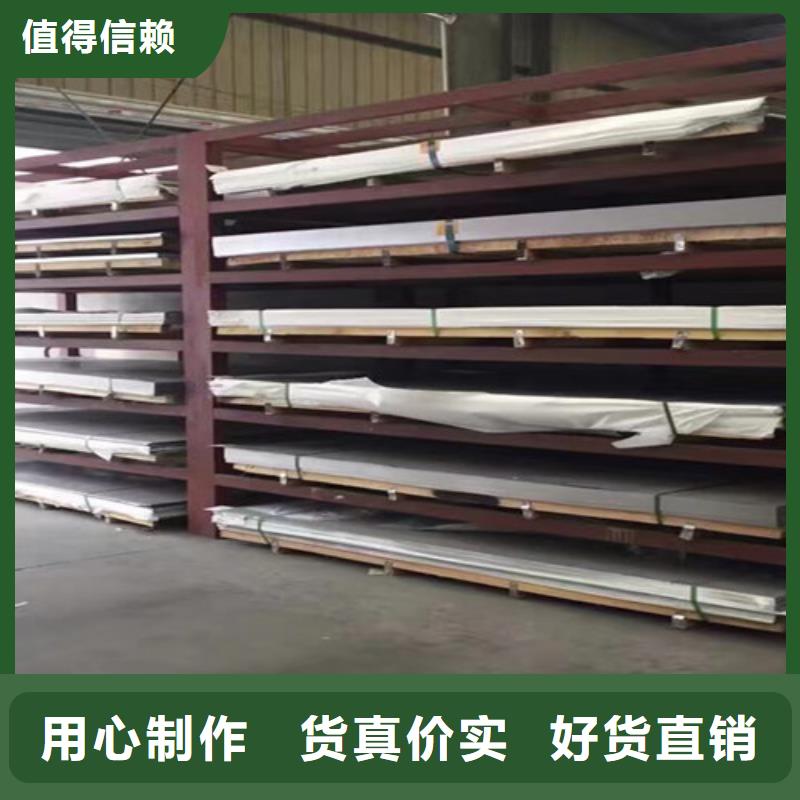
1、不銹鋼板按照厚度分類:可以分為:薄板(0.2mm-4mm)、中板(4mm-20mm)、厚板(20mm-60mm) 、特厚板(60-115mm)。
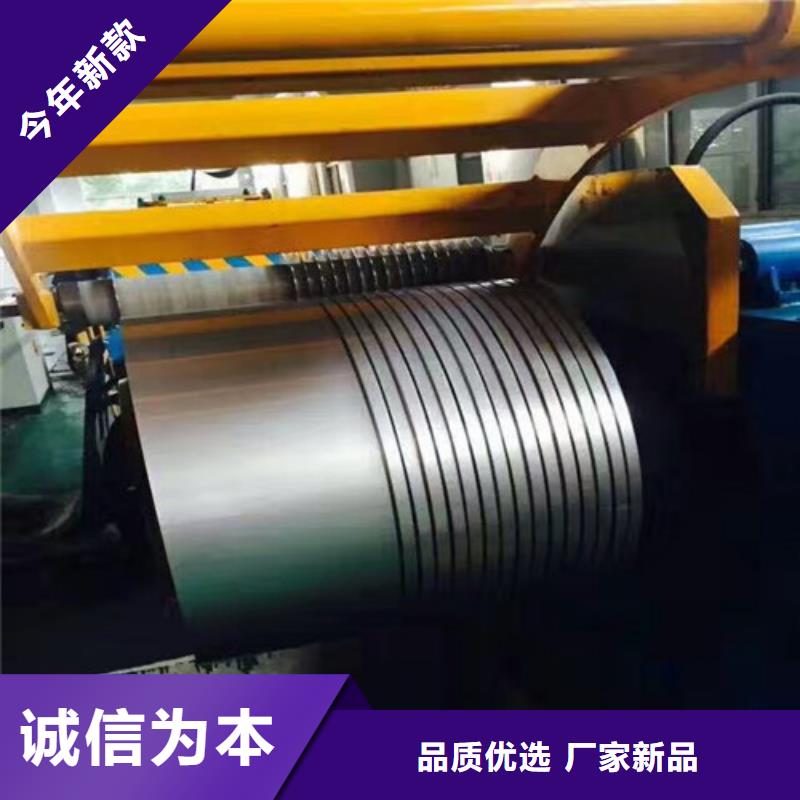
2、不銹鋼板按照生產方式分類:可以分為:熱軋鋼板(經過加熱爐加熱成型的鋼板)、冷軋鋼板(經過冷軋工序生產的鋼板)。
3、不銹鋼按用途分類,可以分為:橋梁鋼板、鍋爐鋼板、造船鋼板、裝甲鋼板、汽車鋼板、 屋面鋼板、結構鋼板、電工鋼板(硅鋼片)、彈簧鋼板、太陽能專用板 (海銳特鋼)。
4、不銹鋼板按鋼種組織分類,可以分為:奧氏體型(200 系列、300 系列不銹鋼)、奧氏體-鐵素體型(兼有奧氏體和鐵素體不銹鋼的特點)、鐵素體型(409、430、434系列不銹鋼)、馬氏體型(403、410、414、416、)。
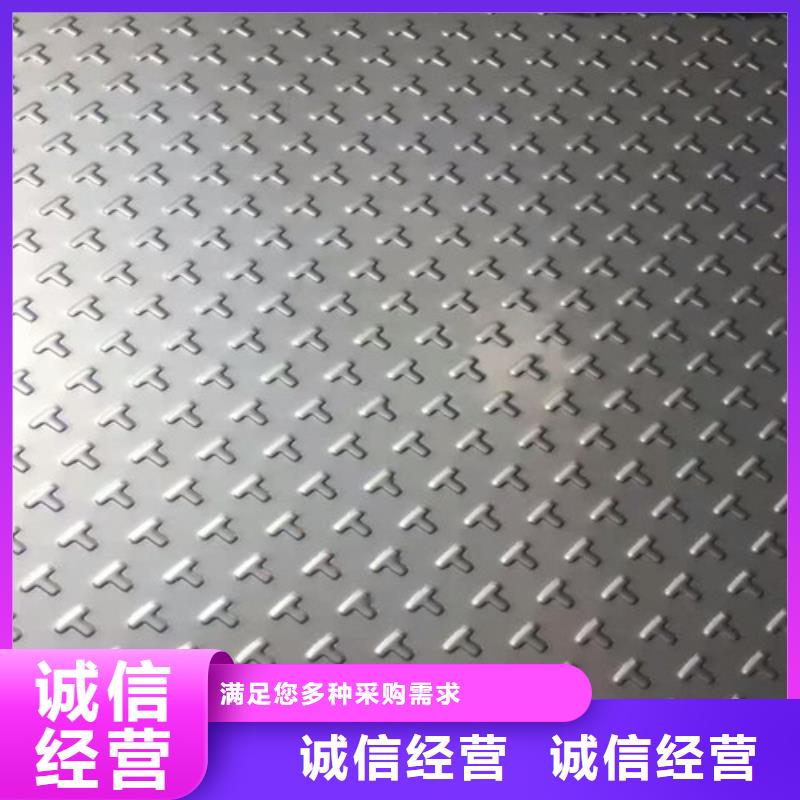
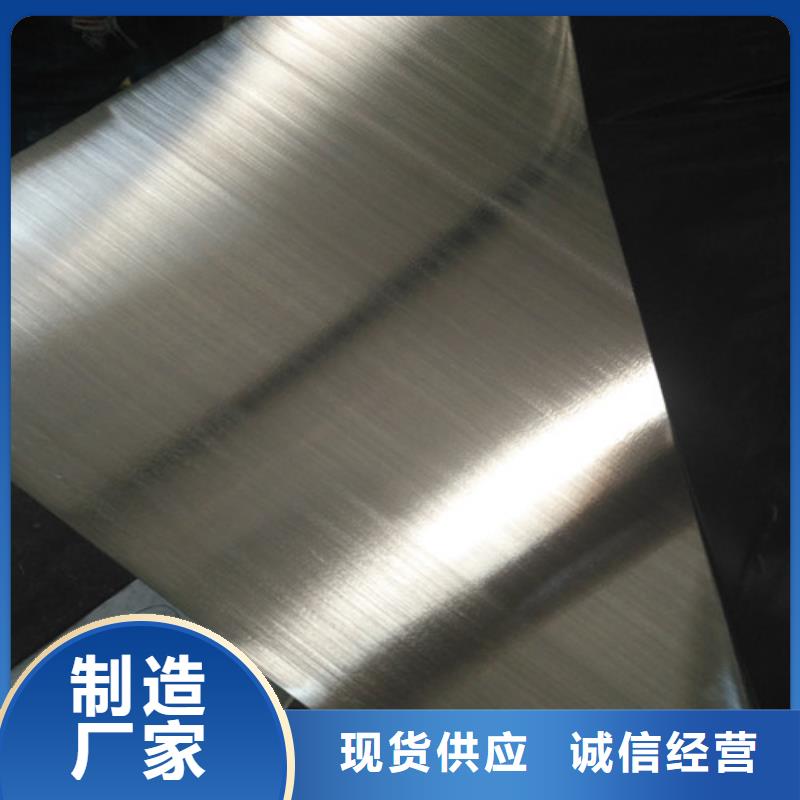
5、不銹鋼板按照表面特征分類,可以分為:銀白色無光澤(不需要有表面光澤的用途)、光亮如鏡(建筑材料,廚房用具),粗研磨/中間研磨/細研磨/極細研磨(建筑材料,廚房用具)、發紋研磨(樓房,建筑用材)、接近于鏡面研磨(美術用,裝飾用)、鏡面研磨(反光鏡,裝飾用)。
濟南2Cr18Ni9鋼在固溶態的耐腐蝕性能在1Cr18Ni9Ti基本相同,故可參閱1Cr18Ni9Ti的耐蝕性。
工藝性能濟南
2Cr18Ni9,1Cr18Ni9,0Cr18Ni9奧氏體不銹鋼均有良好的冷、熱加工性,適于通用的各種冷、熱加工工藝,熱加工溫度以900-1180℃為宜。冷軋、冷拔、冷沖、冷彎以及管材的擴口,壓扁等均無困難。由于此三種鋼易冷作硬化,因而當冷變形量過大時,要進行中間退火處理。
熱處理工藝:濟南2Cr18Ni9和1Cr18Ni9系經1100 -1150℃加熱,而0Cr18Ni9則系經1080-1100℃加熱后水冷或空冷。冷加工中間的退火溫度多在850-970℃,加熱后進行水冷。
三種鋼的可焊性均好,可以采用通用的方法進行焊接。手工電弧焊時,含碳0.04%-0.06%的薄截面尺寸的鋼材,0Cr18Ni9采用奧002焊條,焊后可不出現刀狀腐蝕和晶間腐燭傾向;1Cr18Ni9可采用奧102、奧107焊條,焊后可通過L法晶間腐蝕試驗。采用奧132、奧137焊條焊接且經敏化處理后,亦可通過L法晶間腐蝕試驗;2Cr18Ni9焊后一般有晶間腐蝕傾向,但若采用奧102、奧107和奧112焊條,焊后的焊接接頭也可通過L法晶間腐蝕檢驗。
濟南00Cr25Ni20(Nb)鋼的冷、熱加工性能良好,適宜的熱加工溫度為900-1150℃。適宜的冷加工工藝與18-8不銹鋼相同。冷加工的中間退火溫度00Cr25Ni20(Nb)以1000-1150℃為宜,而不含鈮的00Cr25Ni20則可在850-950℃進行。00Cr25Ni20(Nb)易成型,切削性能與18-8不銹鋼沒有顯著差別。濟南
00Cr25Ni20(Nb)的固溶處理溫度范圍為1000-1150℃,鋼中含鈮時可選用此范圍的上限,加熱、保溫后需快冷。
00Cr25Ni20(Nb)可焊性良好,可選用鎢極氬弧焊,金屬極氬弧焊和手工電弧焊,手工電弧焊更為合適。焊件厚度≤6mm時用直徑2.5mm的焊條,焊件厚度超過6mm時則用直徑≤3.2mm的焊條。由于濟南00Cr25Ni20不僅碳量低且純度高,因而焊接熱裂傾向小。但是含鈮的00Cr25Ni20Nb則具有較高的焊接熱裂傾向,這與焊接時鋼中鈮化物低熔點共晶的形成有關。當進行00Cr25Ni20(Nb)管板堆焊時,可采用00Cr25Ni20MoMn鋼作為堆焊材料。
濟南0Cr20Ni29Mo3Cu4Nb鋼熱加工和冷加工工藝性能良好。鍛造、熱軋、鐓粗和鉚接等都很容易進行。加熱爐氣氛應控制為弱氧化性,以防止工件增碳。由于鋼中銅含量較高,熱加工溫度不宜過高,應控制在1100℃以下,停鍛(軋)溫度不低于850℃。冷加工性能與濟南00Cr17Ni14Mo2等常用含鉬奧氏體不銹鋼相近,但是變形抗力稍大,加工硬化傾向也稍強,因此完成相同變形量時消耗的能量也要多一些,中間軟化退火次數也要適當增加。
該鋼種正常的熱處理制度為1050-1100℃水冷固溶處理。加熱爐氣氛要控制為弱氧化性。已經固溶處理之后的材料要避免在敏化溫度區間內(500-900℃)長時間加熱,因為這會導致鉻的碳化物沿晶界析出,使耐蝕性下降。如遇這種情況,應再度進行固溶處理。
該鋼種可焊性良好,選用相匹配的焊接材料進行手工電弧焊或氬弧焊,不會產生熱裂紋。焊前無須預熱,焊后也不用熱處理。焊接接頭的耐蝕性和力學性能與母材相當。的焊接材料為濟南00Cr25Ni40Mo5Cu2,或采用鎳基材料00Cr19Ni60Mo17進行焊接。焊接操作中應選用較低的熱輸入(不大于1×104J/cm)和較低的層間溫度(不大于120℃)。
