

不要猶豫,花一分鐘時間觀看我們的買廣碩紫銅止水必看-質量優產品視頻吧!您將發現更多令人贊嘆的細節和優勢,為您的購買決策提供有力參考。
以下是:買廣碩紫銅止水必看-質量優的圖文介紹

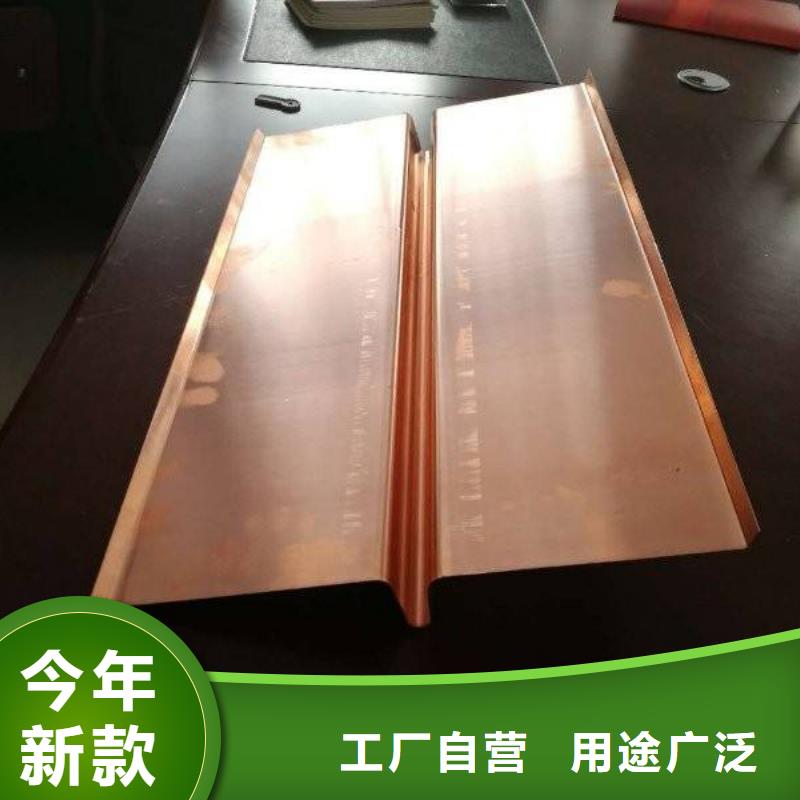
廣碩橡塑制品有限公司是集生產、加工、銷售于一體的 晉中介休PVC橡塑止水帶生產廠家。憑著優良的工藝、上乘的質量、合理的價格,我們 晉中介休PVC橡塑止水帶產品遍及全國多個省份與地區。 廣碩橡塑制品有限公司突出的優點是“交貨及時”,質量以及售后服務在業界也獲得了認可。 我公司位于“中國 晉中介休PVC橡塑止水帶之鄉”的晉中介休,歡迎各界朋友蒞臨參觀、指導和業務洽談。


從顯組織觀察可知,晶粒內部無明顯特征,晶界較細,與一般單相合金的平衡結晶組織無異。2.單相銅合金的鑄錠組織特征銅合金的凝固過程為非平衡過程,所以其鑄錠組織一般偏離平衡態。下面以勻晶、包晶及共晶二元系合金為例說明。
勻晶系相圖及某合金凝固時可能的非平衡固相線軌跡。合金過冷至T1溫度時開始凝固,首先析出的固相成分為a1,液相成分則為L1。繼續冷至T2紫銅止水片溫度時,析出的固相成分應為a2,與之平衡的液相成分改變為L2。a2將覆蓋在先析出的a1上,若能達到平衡條件,a1的成分也會逐漸改變成a2,以達到T2紫銅止水片下的平衡態。
但實際上,固態的擴散速率遠小于液態的擴散速率,當剩余液相的成分均勻達到L2時,固相a中的成分仍為不均勻的,它們的平均成分可用a2表示。顯然,a2中的B原子濃度小于a2中B原子濃度。同理,當溫度降至T3及T4時,其a相的平均成分可用表示a3及a4。
勻晶系相圖及某合金凝固時可能的非平衡固相線軌跡。合金過冷至T1溫度時開始凝固,首先析出的固相成分為a1,液相成分則為L1。繼續冷至T2紫銅止水片溫度時,析出的固相成分應為a2,與之平衡的液相成分改變為L2。a2將覆蓋在先析出的a1上,若能達到平衡條件,a1的成分也會逐漸改變成a2,以達到T2紫銅止水片下的平衡態。
但實際上,固態的擴散速率遠小于液態的擴散速率,當剩余液相的成分均勻達到L2時,固相a中的成分仍為不均勻的,它們的平均成分可用a2表示。顯然,a2中的B原子濃度小于a2中B原子濃度。同理,當溫度降至T3及T4時,其a相的平均成分可用表示a3及a4。



熱軋是紫銅片止水帶生產中鑄錠開坯的主要。充分利用紫銅片止水帶在高溫條件下具有優異的塑性這一特點,從而以較小的軋制力實現較大程度的變形。熱軋的鑄錠一般由半連續、連續鑄造或鐵模鑄造提供。鑄錠規格的選擇應考慮產品的品種、規格、生產規模、軋機設備條件及鑄造方式等。
鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時不超過軋機的開口度;在設備、工藝條件允許的情況下增大鑄錠的厚度,可以生產效率和成品率。鑄錠寬度通常等于或數倍于成品寬度,并適當考慮寬展量及切邊量;一般鑄錠寬度還應控制在軋輥長度的80%以內。
鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以生產效率和成品率。中小型銅加工廠鑄錠規格一般為(60-150)mm×(20-450)mm×()mm,錠重為1.5~3.0t;大型銅加工廠的鑄錠規格一般為(150~250)mmx(620~1250)mmx(2400~9000)mm,錠重為4.5~20t。
熱軋機一般為兩輥軋機,軋輥潤滑釆用水或乳液。熱軋加工率一般為90%~95%。由于熱軋后帶坯需要銑面,因此熱軋帶坯的厚度不宜太薄,一般為9~16mm。紫銅片止水帶鑄錠的加熱溫度通常根據合金材料的高溫性能曲線確定,加熱時間則根據加熱爐的情況、鑄錠大小和裝爐量確定,應保證鑄錠加熱溫度均勻。
鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時不超過軋機的開口度;在設備、工藝條件允許的情況下增大鑄錠的厚度,可以生產效率和成品率。鑄錠寬度通常等于或數倍于成品寬度,并適當考慮寬展量及切邊量;一般鑄錠寬度還應控制在軋輥長度的80%以內。
鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以生產效率和成品率。中小型銅加工廠鑄錠規格一般為(60-150)mm×(20-450)mm×()mm,錠重為1.5~3.0t;大型銅加工廠的鑄錠規格一般為(150~250)mmx(620~1250)mmx(2400~9000)mm,錠重為4.5~20t。
熱軋機一般為兩輥軋機,軋輥潤滑釆用水或乳液。熱軋加工率一般為90%~95%。由于熱軋后帶坯需要銑面,因此熱軋帶坯的厚度不宜太薄,一般為9~16mm。紫銅片止水帶鑄錠的加熱溫度通常根據合金材料的高溫性能曲線確定,加熱時間則根據加熱爐的情況、鑄錠大小和裝爐量確定,應保證鑄錠加熱溫度均勻。

廣碩橡塑制品有限公司

