

中齊建材有限公司擁有一批高素質的技術管理隊伍以及【吉林吉林鋼塑土工格柵】完整的制造工藝,為客戶打造出,節能,穩定,美觀,實用的【吉林吉林鋼塑土工格柵】。高品質(中齊建材有限公司家通過ISO9001質量體系,完善的售后回訪制度,嚴格把關每一個細節,做到每個【吉林吉林鋼塑土工格柵】都在優化改進)高技術(中齊建材有限公司堅持每年拿銷售收入百分之十投入作為研發費用,與行業領頭企業建立技術交流通道,不斷吸收消化國際先進的【吉林吉林鋼塑土工格柵】技術)效率高(中齊建材有限公司擁有十余臺【吉林吉林鋼塑土工格柵】精加工設備,還有十余名行業技術人員,保證用短時間為客戶做出質量好的【吉林吉林鋼塑土工格柵】產品)


土工膜施工
1、焊接技術①焊道搭接寬度:80~100mm;平面和垂直面的自然褶皺分別為:5%~8%;預留伸縮量:3%~5%;邊角料剩余量:2%~5%。
②熱熔焊接工作溫度280~300℃;行進速度2~3m/min;焊接形式為雙焊道。 ③破損部位修復方法,裁剪規格相同的材料,熱熔粘補,聚乙烯膠密封。
④焊道處無仿布的連接,采用機械縫合。
⑤水下管口的密封止水,采用GB橡膠止水條密封,金屬包扎并防腐處理。
2、鋪設技術
①復合土工膜鋪設和展開方向,由E向W或由W向E進行,每幅鋪設長度中,包括兩側擋水墻高度一次完成。 ②鋪設順序,自渠道軸線向S、N兩側推進。
③施工工序,先做湖底復合土工膜的砂漿保護層(20-30mm),再做與垂直擋水墻的粘貼。
④復合土工膜與擋水墻的粘貼工藝。將粘接劑涂刷在復合土工膜與擋墻的粘貼面上,干燥靜置時間約5分鐘,然后進行粘貼、擠壓、佛平。粘接劑由瀝青乳膠涂料、水泥、水拌合而成。粘貼完畢,在水位線以上釬釘錨固,并做防水、防腐處理。



土工膜施工
1、焊接技術①焊道搭接寬度:80~100mm;平面和垂直面的自然褶皺分別為:5%~8%;預留伸縮量:3%~5%;邊角料剩余量:2%~5%。
②熱熔焊接工作溫度280~300℃;行進速度2~3m/min;焊接形式為雙焊道。 ③破損部位修復方法,裁剪規格相同的材料,熱熔粘補,聚乙烯膠密封。
④焊道處無仿布的連接,采用機械縫合。
⑤水下管口的密封止水,采用GB橡膠止水條密封,金屬包扎并防腐處理。
2、鋪設技術
①復合土工膜鋪設和展開方向,由E向W或由W向E進行,每幅鋪設長度中,包括兩側擋水墻高度一次完成。 ②鋪設順序,自渠道軸線向S、N兩側推進。
③施工工序,先做湖底復合土工膜的砂漿保護層(20-30mm),再做與垂直擋水墻的粘貼。
④復合土工膜與擋水墻的粘貼工藝。將粘接劑涂刷在復合土工膜與擋墻的粘貼面上,干燥靜置時間約5分鐘,然后進行粘貼、擠壓、佛平。粘接劑由瀝青乳膠涂料、水泥、水拌合而成。粘貼完畢,在水位線以上釬釘錨固,并做防水、防腐處理。


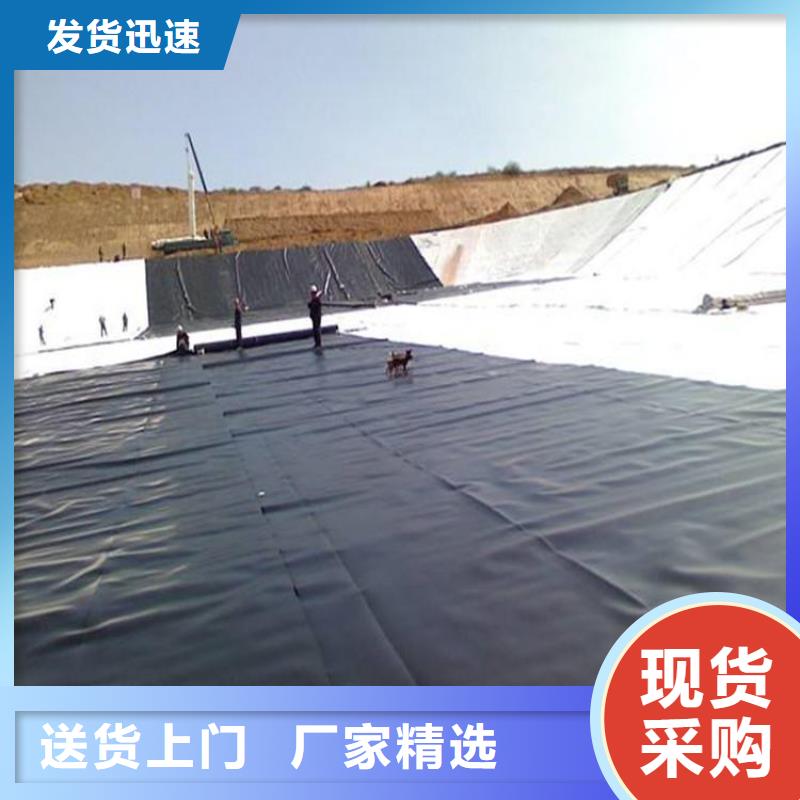
施工方法
土工膜在運輸過程中不要拖拉、硬拽,避免尖銳物刺傷。
1、 應從底部向高位延伸,不要拉得太緊,應留有1.50%的余幅,以備局部下沉拉伸。考慮到本工程的實際情況,邊坡采取從上到下的鋪設順序;
2、 相鄰兩幅的縱向接頭不應在一條水平線上,應相互錯開1m以上;
3、縱向接頭應距離壩腳、彎腳處1.50m以上,應設在平面上;
4、先邊坡后場底;
5、邊坡鋪設時,展膜方向應基本平行于 坡度線。



