

以下的鍍鋅鋼管可按需定做視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。幾十秒就能了解產品魅力。
以下是:鍍鋅鋼管可按需定做的圖文介紹
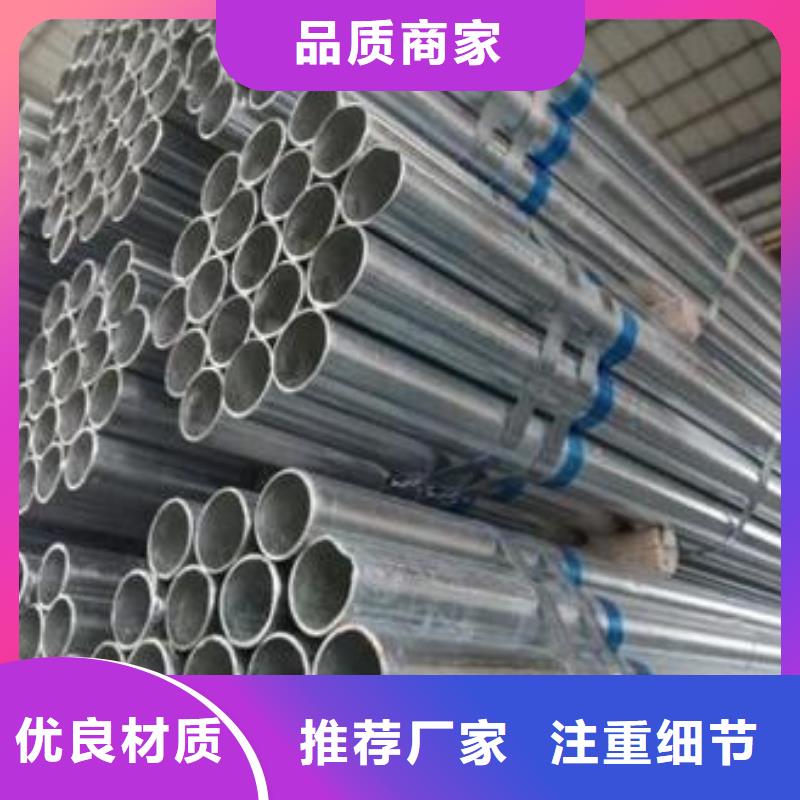
產品特點圖

鍍鋅鋼管連接方式:螺紋,焊接
滾槽方式連接
(一)滾槽焊縫開裂:
1.將管口壓槽部分的內壁焊筋磨平,減少滾槽阻力。
2.調整鋼管與滾槽設備的軸心,并要求鋼管與滾槽設備水平。
3.調整壓槽速度,壓槽成型時長不能超過規定,均勻、緩慢施力。
(二)滾槽鋼管斷裂:
1.將鋼管管口壓槽部分內壁焊筋磨平,減少滾槽阻力。
2.調整鋼管與滾槽設備的軸心,要求鋼管與滾槽設備水平。
3.調整壓槽速度,壓槽速度不能超過規定,均勻、緩慢施力。
4.檢查滾槽設備的支撐輥與壓力輥的寬度和型號,是否存在兩輥尺寸不相匹配而造成咬合現象。
5.用游標卡尺檢查鋼管的溝槽是否規定。
(三)滾槽機滾壓成型的溝槽應符合下列要求:
1.管端至溝槽段的表面應平整無凹凸、無滾痕。
2.溝槽圓心應與管壁同心,溝槽寬度、深度應符合要求,并檢查卡箍件型號是否正確。
3.在橡膠密封圈上涂抹潤滑劑并檢查橡膠密封圈是否有損傷,潤滑劑不得采用油潤滑劑。
滾槽方式連接
(一)滾槽焊縫開裂:
1.將管口壓槽部分的內壁焊筋磨平,減少滾槽阻力。
2.調整鋼管與滾槽設備的軸心,并要求鋼管與滾槽設備水平。
3.調整壓槽速度,壓槽成型時長不能超過規定,均勻、緩慢施力。
(二)滾槽鋼管斷裂:
1.將鋼管管口壓槽部分內壁焊筋磨平,減少滾槽阻力。
2.調整鋼管與滾槽設備的軸心,要求鋼管與滾槽設備水平。
3.調整壓槽速度,壓槽速度不能超過規定,均勻、緩慢施力。
4.檢查滾槽設備的支撐輥與壓力輥的寬度和型號,是否存在兩輥尺寸不相匹配而造成咬合現象。
5.用游標卡尺檢查鋼管的溝槽是否規定。
(三)滾槽機滾壓成型的溝槽應符合下列要求:
1.管端至溝槽段的表面應平整無凹凸、無滾痕。
2.溝槽圓心應與管壁同心,溝槽寬度、深度應符合要求,并檢查卡箍件型號是否正確。
3.在橡膠密封圈上涂抹潤滑劑并檢查橡膠密封圈是否有損傷,潤滑劑不得采用油潤滑劑。

適用范圍


主營產品 保定淶源鍍鋅鋼管成熟工藝,品質可鑒,誠信、質量是我們的服務宗旨,真材實料制作而成。多年行業經驗,產品細節讓您選擇津鐵物資有限公司。
我司實力雄厚,重信用、守合同、保障產品質量,以多種經營特色和薄利多銷的原則,獲得了廣大客戶的信任。



為什么選擇我們

焊接式連接
1.鍍鋅鋼管管口對接后不在一條直線和鋼管存在斜口的問題,建議將鋼管管頭截掉一小段兒后再進行加工。
2.鍍鋅鋼管管口對接后出現兩支管口對接不嚴現象,導致焊口薄厚不均勻;以及鋼管由于本身原因或運輸磕碰,造成管口橢圓,建議將鋼管管頭截掉一小段兒后再進行加工。
3.鍍鋅鋼管管口對接后,管口部位出現砂眼:
4.焊接時由于技術原因造成。
5.管口存在鋅瘤,造成焊接困難和砂眼問題,對鋅瘤過大、過多管進行簡單的鋅瘤去除處理。
車絲式連接
1.絲扣亂扣:管箍與絲扣不能完全接觸、松動,截掉亂扣部分,重新車絲安裝。
2.鋼管絲扣與管箍絲扣不吻合,不能連接,應更換管箍或調整設備重新車絲。
3.鋼管車絲后漏印:測量鋼管的壁厚是否能夠達到車絲管標準厚度要求
1.鍍鋅鋼管管口對接后不在一條直線和鋼管存在斜口的問題,建議將鋼管管頭截掉一小段兒后再進行加工。
2.鍍鋅鋼管管口對接后出現兩支管口對接不嚴現象,導致焊口薄厚不均勻;以及鋼管由于本身原因或運輸磕碰,造成管口橢圓,建議將鋼管管頭截掉一小段兒后再進行加工。
3.鍍鋅鋼管管口對接后,管口部位出現砂眼:
4.焊接時由于技術原因造成。
5.管口存在鋅瘤,造成焊接困難和砂眼問題,對鋅瘤過大、過多管進行簡單的鋅瘤去除處理。
車絲式連接
1.絲扣亂扣:管箍與絲扣不能完全接觸、松動,截掉亂扣部分,重新車絲安裝。
2.鋼管絲扣與管箍絲扣不吻合,不能連接,應更換管箍或調整設備重新車絲。
3.鋼管車絲后漏印:測量鋼管的壁厚是否能夠達到車絲管標準厚度要求

