



別再等待了,僅僅一分鐘,就能通過我們的數控鋸切套絲生產線終身質保產品視頻探索到無數令人心動的細節和亮點。
以下是:數控鋸切套絲生產線終身質保的圖文介紹



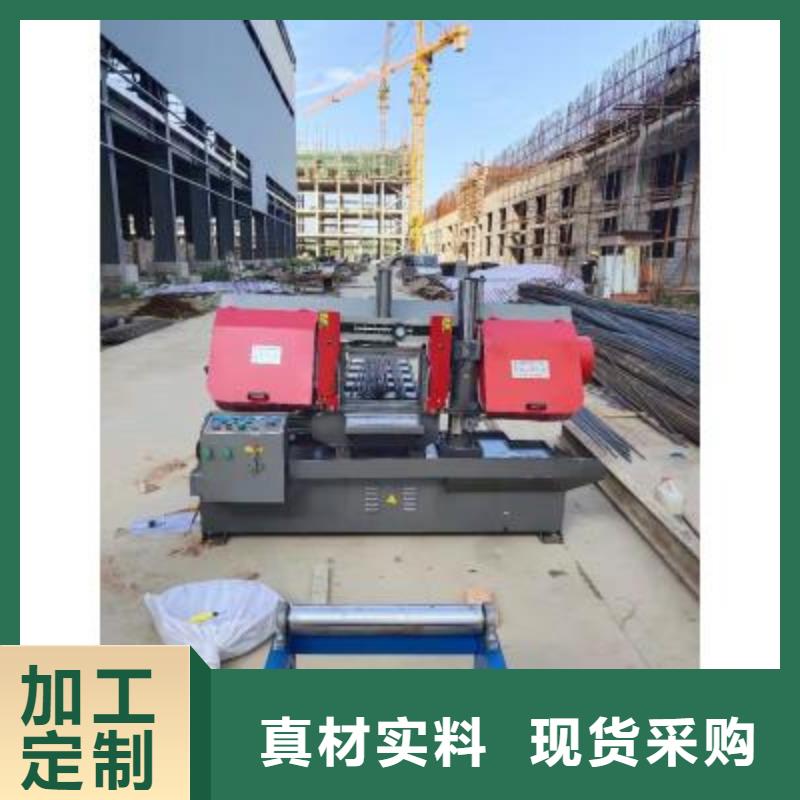
滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外), ,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。對刀:先松開滾軋機頭后面的3條緊定螺釘,再松開6條定位螺栓,然后將與所要加工的鋼筋型號相適應的對刀棒細端插入滾軋頭中心,轉動偏心調節齒輪,使滾絲輪與對刀棒相接觸,抽出對刀棒,擰緊6條定位螺栓,再擰緊3條緊定螺釘,壓緊齒圈,使之不得移動。設備特性:1、鋼筋端面銑平機切割處理保證一致,接頭無端面加工每次4根同時進行,速度較人工打磨時間短,大大節約了成本,且打磨質量得到了有效控制。度高、人工勞動強度低、整體效率高。2、該機床具有整體結構剛性強、精度穩定、故障率低、可靠性好的優點,是鋼筋直螺紋連接絲口處理加工利器。縫隙。



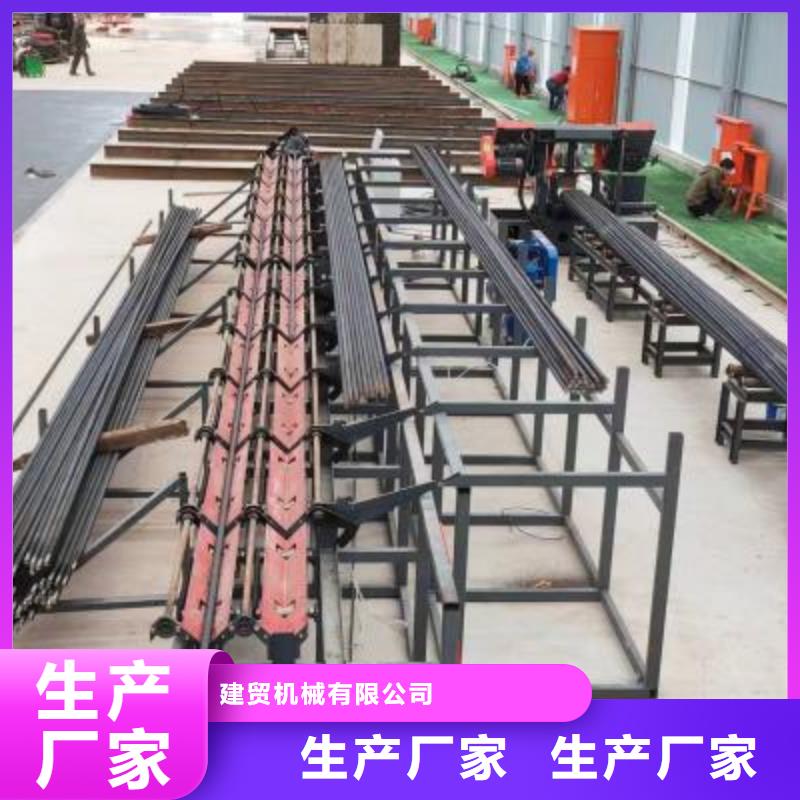
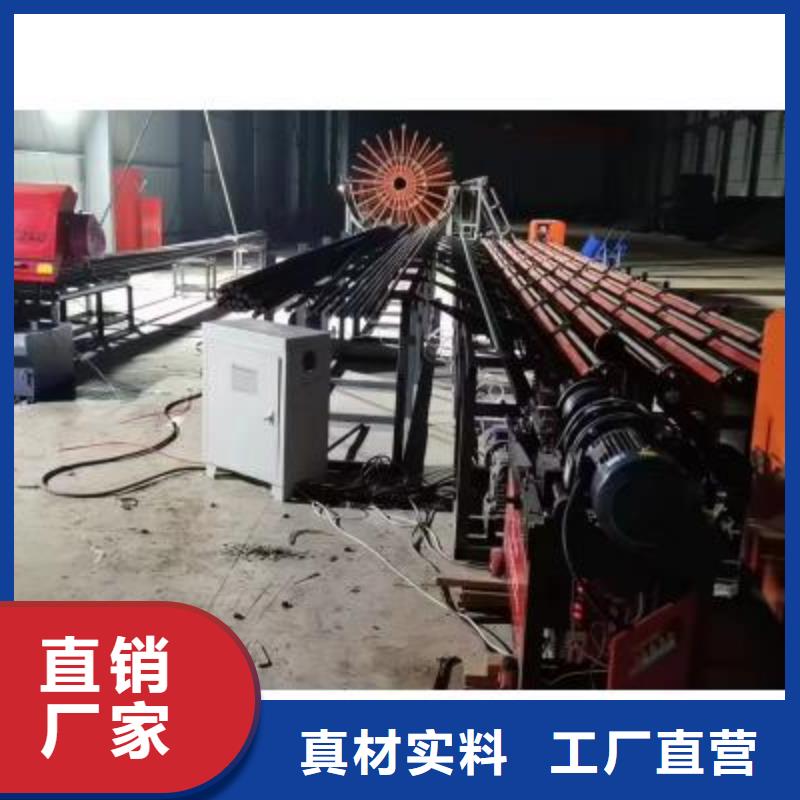
山東棗莊數控鋼筋鋸切套絲生產線,是一款主要針對于不同鋼筋直徑、鋼筋棒材的鋸切,套絲,全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。鋸床采用專 用的雙面夾緊鋸床。滾絲機主要適用于冷滾壓成型,冷滾壓工藝是一種無屑加工工藝,該工藝利用滾壓工具進行揉捏成型。滾壓金屬纖維是接連的,滾壓是發生的徑向壓力能有用的提高工件表面的光潔度、硬度和強度,比切屑加工提高作業效率幾倍、甚至幾十倍,然后愈加節約材料,更易實現自動化加工。


建貿機械 有限公司資金雄厚,貨源充實,交通便利。公司常年以低的價格銷售 山東棗莊液壓噴濕機廠家。我公司庫存充足,公司以良好的信譽、優質的產品、低廉的價格享譽全國30多個省、市、自治區、直轄市及國外,深得用戶依賴。 歡迎新老客戶前來洽談、電議。 我們本著及用戶之所及,想用戶之所想的服務宗旨不斷地拼搏,進取,在此對多年來支持我們的各行各業的新老朋友表示由衷的感謝,愿我們今后的合作更加愉快!



,液壓油夾油缸左邊,右邊液壓油回油箱,左鉗向工件。
鋸梁下降按工作按鉗,液壓油通過電磁閥升降油缸有桿腔;無桿腔液壓油通過電磁閥,單向調速閥回油箱。鋸梁快降按下降按鈕,液壓通過電磁閥工作,油升降油缸有桿腔,無桿腔油通過電磁閥回油箱。鋸梁上升按上升按鈕,液壓油通過電磁閥升降油缸的無桿腔;有桿腔油經過電磁閥回油箱。工件松開按鉗松按鈕,液壓油通過電磁閥油缸右邊;左邊液壓油能過電磁閥回油箱,左鉗口向左運動工件松開。
杜絕采取加深鉆孔深度的代替清孔。鋼筋籠要對中。首澆砼量的問題。首澆砼埋管深度不得小于~m。埋管深度不管灌注如何順利,好不超過m,多放寬至m。砼灌注標高控制到設計標高m以上。
鋸梁下降按工作按鉗,液壓油通過電磁閥升降油缸有桿腔;無桿腔液壓油通過電磁閥,單向調速閥回油箱。鋸梁快降按下降按鈕,液壓通過電磁閥工作,油升降油缸有桿腔,無桿腔油通過電磁閥回油箱。鋸梁上升按上升按鈕,液壓油通過電磁閥升降油缸的無桿腔;有桿腔油經過電磁閥回油箱。工件松開按鉗松按鈕,液壓油通過電磁閥油缸右邊;左邊液壓油能過電磁閥回油箱,左鉗口向左運動工件松開。
杜絕采取加深鉆孔深度的代替清孔。鋼筋籠要對中。首澆砼量的問題。首澆砼埋管深度不得小于~m。埋管深度不管灌注如何順利,好不超過m,多放寬至m。砼灌注標高控制到設計標高m以上。
