

想要探索【鋼管_42CRMO鋼板現貨交易】的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:【鋼管_42CRMO鋼板現貨交易】的圖文介紹
新弘揚特鋼有限公司以科技資訊為先導,以超前的設計為理念,以精工制作為實力,立異創新、選料考究、設計新穎、做工精細、質優價廉,經久耐用,可靠等特點深受廣大用戶青睞。管理理念:為客戶提供好 連云港灌云合金鋼板切割產品與服務。始終堅持以創新求發展,以質量求生存的原則,創企業品牌。


貴州結構鋼管的蒸汽吞吐是普遍采取的提高稠油開發效果的成熟技術,其主要設備是濕蒸汽發生器。對油田注汽用濕蒸汽發生器(也稱注汽鍋爐)破損的貴州結構鋼管進行了宏觀檢查、化學成分分析和金相分析,并分析了水垢形成原因,探討了濕蒸汽發生器爐管在工作條件下的結垢及腐蝕機理。檢測分析結果表明,貴州結構鋼管在短時間內處于強過熱狀態是造成貴州結構鋼管損壞的直接原因,結垢及水質的影響是發生爆管的原因之一。 假設鍋爐出口蒸汽壓力為14MPa,其對應溫度為337℃,根據鍋爐手冊以及有關的傳熱手冊,此時爐管外壁溫度TWB1=337+23.94=360.94℃,低于材料允許的使用溫度;當貴州結構鋼管結垢≥1mm時,外管壁溫度TWB2=337+263.93=600.93℃,較未結垢時的管壁溫度高出240℃,局部溫度遠遠超出貴州結構鋼管能承受的溫度。此時的鍋爐壓力遠遠超出了管材的許用應力,不可避免地將發生爆管事故。 應加強貴州結構鋼管壁厚度的監測力度,及時發現結垢和爐管腐蝕等問題,同時積極研究鍋爐動態報警技術,有效過熱問題的出現,此外還應按照標準嚴格控制鍋爐給水中的氯離子含量。



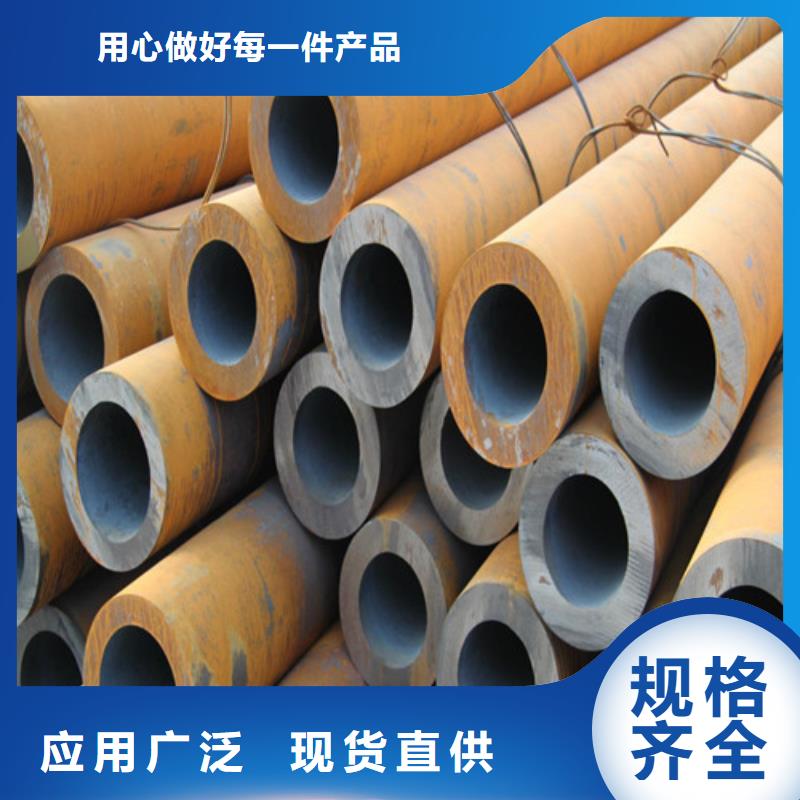
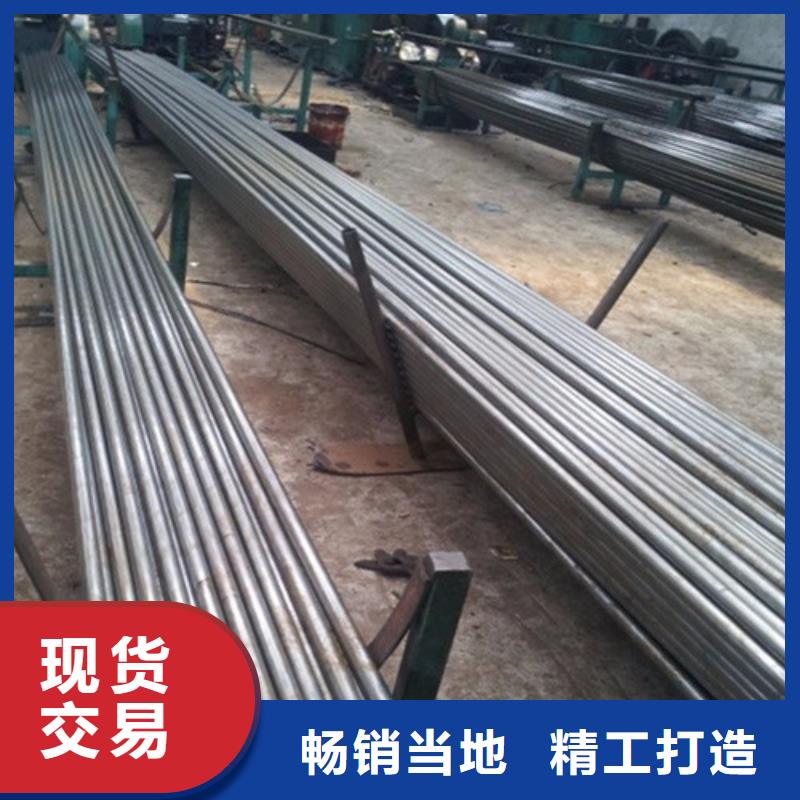
無縫鋼管分熱軋和冷軋(撥)無縫鋼管兩類。熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。一般用無縫鋼管:是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。低中壓鍋爐用無縫鋼管:用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等。用優質碳素結構鋼熱軋或冷軋(撥)無縫鋼管。主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。



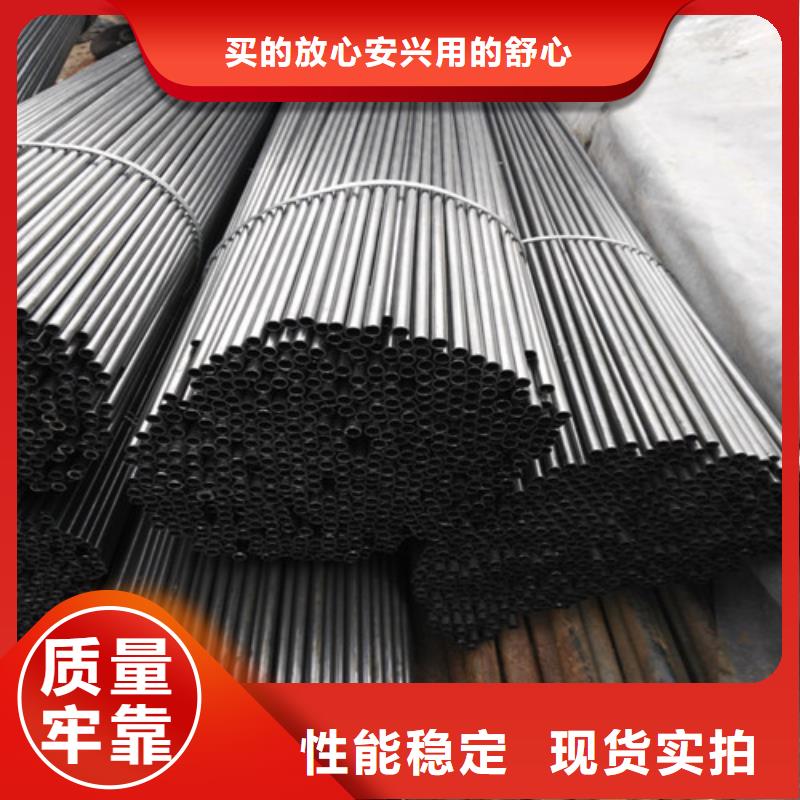
在塑性范圍和直至規定強度(規定非比例延伸強度、規定總延伸強度和規定殘余延伸強度)應變速率不應超過0.0025/s。”。這里面有一個很關鍵的問題,就是應力速度與應變速度的切換點的問題。 是在彈性段結束的點進行應力速度到應變速度的切換。在切換的過程中要保證沒有沖擊、沒有掉力。這是拉力試驗機的一個非常關鍵的技術。 其次是引伸計的裝夾、跟蹤與取下來的時機。對于包頭流體管的拉伸的試驗,如果要求取 力下的總伸長(Agt),那么引伸計就必須跟蹤到 力以后再取下。對于包頭流體管等拉斷后沖擊不大的試樣,引伸計可以直接跟蹤到試樣斷裂;但是對于拉力較大的試樣, 的辦法是試驗機拉伸到 力以后開始保持橫梁位置不動,等取下引伸計以后在把試樣拉斷。有的夾具在夾緊試樣的時候會產生一個初始力,一定要把初始力以后再夾持引伸計,這樣引伸計夾持的標距才是試樣在自由狀態下的原始標距。 能夠這么做試驗的包頭流體管不多,請您在選購和使用的時候注意這幾點。 流體管是一種具有中空截面,從頭到尾的沒有焊縫的鋼管。鋼管具有中空截面,大量用作輸送流體的管輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。


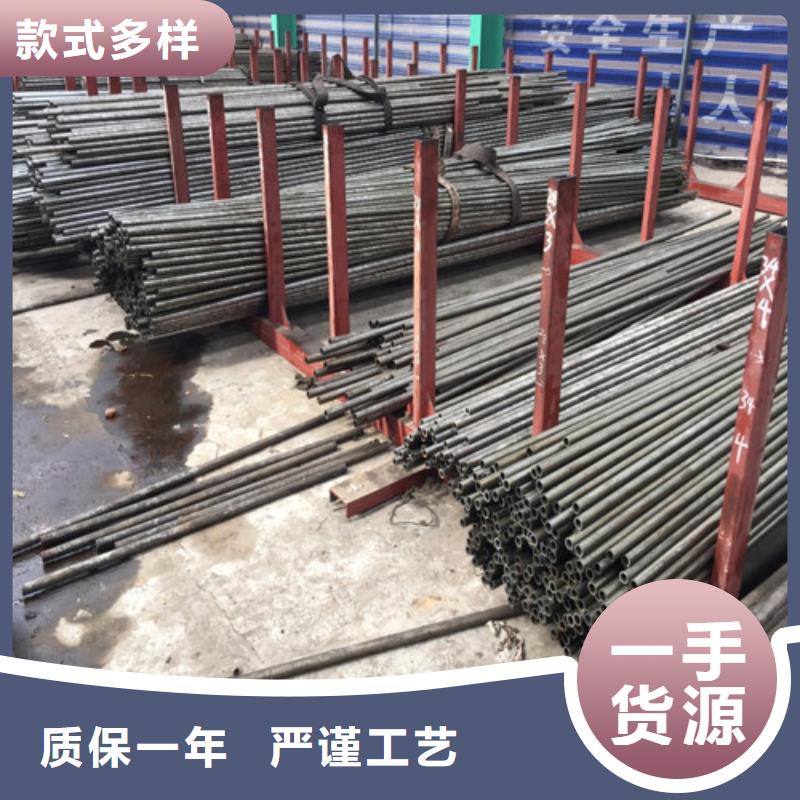
直縫焊鋼管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。 直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經過簡單拋光,拉絲就可以了。 補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。 焊管工藝流程 原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。 特點 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。



