



內江專業銷售移動式烘干機-優質 <內江>錦華機械制造有限公司
內江粉煤灰烘干機的安裝與調試 1、內江粉煤灰烘干機的安裝應嚴格按上裝配圖和基礎圖的要求規范施工,烘干機安裝前,應對其零部件及其輔佐件 一律清查,清擦,清理干凈完備齊全。 2、由于烘干機是長體大型設備,因此安裝時應按此順序和方法進行: (一)劃基礎線,在基礎標板上正確的作出十字線,標高線,中心標板埋設要達到使用方便,準確并考慮 機座安裝后不被遮蓋。 (二)安裝底座與拖輪 鏟平墊鐵位置,劃出底座,拖輪的中心線,按照圖紙要求,找準底座與拖輪的安裝位置,調平放正,先把 基礎孔灌漿,混凝土達到一定強度時,擰緊地腳螺栓,復查合格后,再安裝筒體。 (三)安裝筒體及滾圈 先將滾圈裝在筒體上,固定時所需要的凹狀接頭要一正一反交錯配置,并調整墊鐵的厚度,使滾圈與凹狀 接頭的接觸保持相應的間隙,切勿一致,并點焊凹狀接頭螺栓頭部與筒體內。 (四)安裝大齒輪 安裝前檢查對接面接口不得有碰撞痕跡,把大齒輪與筒體接觸表面清擦干凈,然后將兩半齒輪小心的對好 并擰緊接口螺栓,便將大齒輪裝在筒體上。轉動筒體,檢查大齒輪的徑向跳動和側向擺動,直至校調合格 。 (五)安裝小齒輪、減速機、電機 根據已裝好的大齒輪,調整好大、小齒輪的嚙合參數并達到設備規定要求,固定小齒輪,減速機電機的位 置。 (六)安裝齒輪罩,使其與齒輪的邊緣距離勻稱。

第二,內江粉煤灰烘干機焊接處使用奧氏體鎳鉻不銹鋼進行焊接。烘干機有很多部位都必須進行焊接,老式的焊接所使用的材料經常出現斷裂、腐蝕等現象。對內江粉煤灰烘干機的壽命影響及其嚴重。奧氏體鎳鉻不銹鋼與普通碳素鋼的區別在于導熱性差,加熱時膨脹系數大,電阻值高的特點。這些特點限制了這種材料在焊接時必須采用特種方法。但是這種鋼材的抗腐蝕性極高,及其不容易造成斷裂等情況。 第三,鈍化、磷化法。在烘干機的制造生產中,有很多的零件都是使用的碳鋼。如果工作時間長時,容易在其表面造成大量的鐵銹,經常要進行大量的人工除銹工作。鈍化、磷化法主要是通過電學和電化學反應,通過一次性處理,既可使生滿鐵銹的鋼鐵工件,表面呈現出金屬的本來顏色,同時在金屬表面生成致密的防銹膜層。使用這種方法后,即使我們把設備放入潮濕環境中也不會造成生銹。而且這種方法及其簡單,可以大量的節省人力物力,減少投資,是使用為廣泛的一種防腐方法。
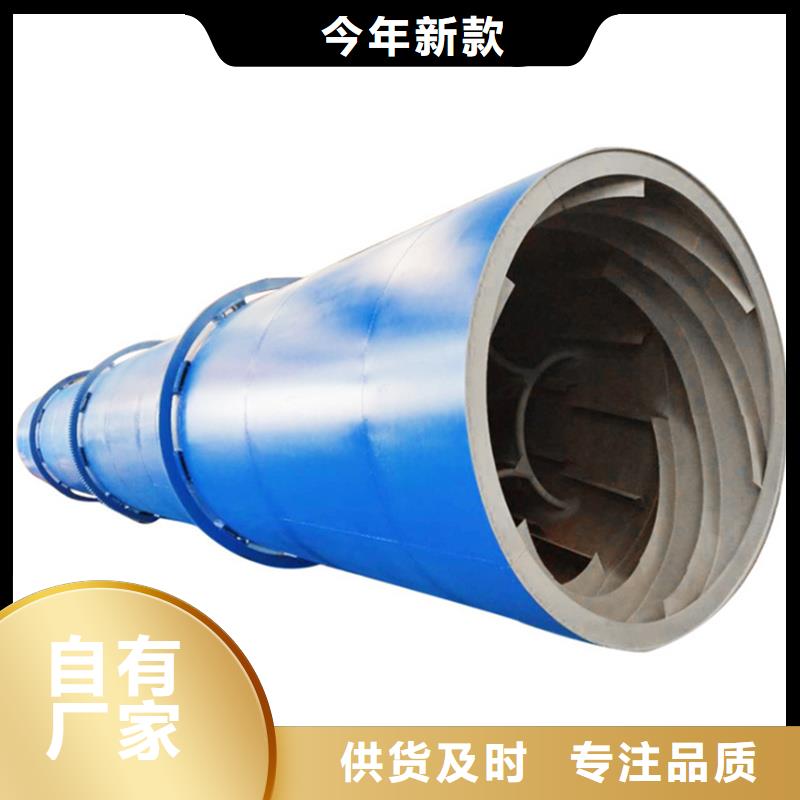
三筒內江粉煤灰烘干機的烘干過程是這樣實現的:被烘干的物料由入料端喂入烘干機內筒,物料通過內筒的螺旋導向板進入內筒,內筒內部設有許多螺旋狀揚料板,物料通過筒體的回轉,被揚料板不斷的撥起并作縱向運動,物料到達內筒的右端因自重的作用落入中筒,通過螺旋導向板,在筒體回轉作用下物料被推回中筒,在中筒揚料板的作用下物料向左運動,直到中筒左端,物料在自重作用下落入外筒。同樣道理,物料在外筒螺旋揚料板的作用下折回向右運動,直到外筒右端。在封堵外導料錐的作用下落入出料端筒體內。烘干機主體的三個同心圓筒內,設有不同數量、不同角度的曲面螺旋狀揚料板,每個筒體的端部設有螺旋導向板。? 三筒內江粉煤灰烘干機的主體通過兩個減速電機,分別驅動兩端的兩個傳動托輪,使輪帶繞中心轉動。
