
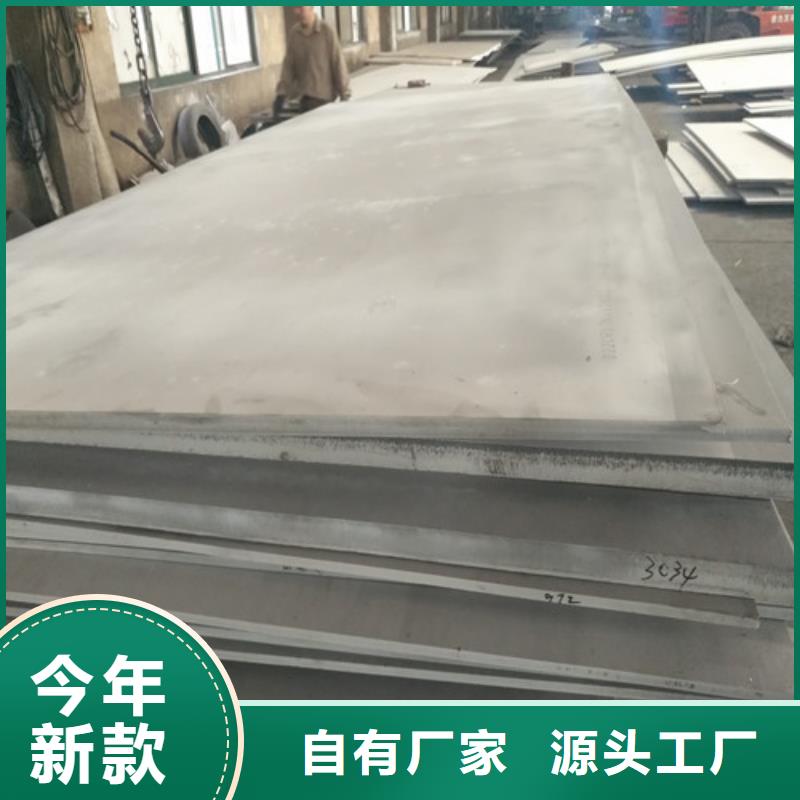




<貴港>昌盛源金屬一直堅持“科學技術是主要生產力”的指導方針,不斷探尋、研究、改進生產工藝,推出更具市場競爭力的高質量貴港304不銹鋼板產品,滿足不同客戶的多樣化需求。在生產過程中實現了全封閉、無粉塵的自動化控制,減少了中間污染環節,確保了貴港304不銹鋼板產品質量的穩定,有效地改善了環境。
貴港00Cr17Ti在800-860℃退火態(急冷)下,一般要求鋼的бb≥44/MPaδ5≥35% 。鋼的沖擊韌性一般雖不要求檢驗。但當采用標準或5mm厚V型缺口試樣進行沖擊試驗時,其沖擊值一般低于1×105J/m2。而當采用1-2mm薄板疊加成非標準試樣(V型缺口)進行同樣沖擊試驗時,則可獲得滿意的沖擊韌性。 耐腐蝕性能 00Cr17Ti的耐蝕性基本上與前述貴港0Cr17Ti相同或稍優。例如,在非常稀的鹽酸中,貴港00Cr17Ti的耐蝕臨界濃度為0.1%,而0Cr17Ti為0.05% 。由于00Cr17Ti的耐蝕性不會低于0Cr17Ti,故在考慮00Cr17Ti的耐蝕性時可參閱0Cr17Ti的耐蝕性數據。試驗指出,在很稀的(2%)沸騰甲酸中,00Cr17Ti的耐蝕性甚至優于1Cr18Ni9Ti[前者腐蝕速度為0.030g/(m2&#8226;h),而后者為0.533g/(m2&#8226;h)]。試驗還表明,由于00Cr17Ti鋼中碳、氮量較0Cr17Ti,1Cr17Ti為低,因而,其耐孔蝕和耐銹蝕的能力也較0Cr17Ti,1Cr17Ti有所提高。 冷、熱加工和熱處理工藝及焊接性能 此00Cr17Ti鋼的冷、熱加工性能和要求與0Cr17Ti鋼相同。熱處理工藝基本上也是退火后急冷(加熱溫度800-850℃)。由于碳、氮較低,故00Cr17Ti可焊接較好。00Cr17Ti的3mm板材采用與母材同成分的焊絲和18-8奧氏體不銹鋼焊絲進行鎢極氬弧焊,結果表明。焊縫彎曲180°均無裂紋;杯突試驗當深度達10mm后才會出現裂紋;焊縫沖擊值,采用與母材同成分焊絲焊接時僅10×5×105J/m2 ,而用18-8奧氏體鋼焊絲時,則可達10×105J/m2以上。此時焊縫呈α+γ雙相結構;只要00Cr17Ti鋼中含有足夠的Ti,焊后不會有晶間腐蝕傾向,同時,焊后晶界上也不會在鹽霧試驗中出現銹蝕。
