





觀看我們的產品視頻,就像打開了一扇通往鋼筋焊網機【鋼筋籠滾焊機】設計合理產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
以下是:鋼筋焊網機【鋼筋籠滾焊機】設計合理的圖文介紹

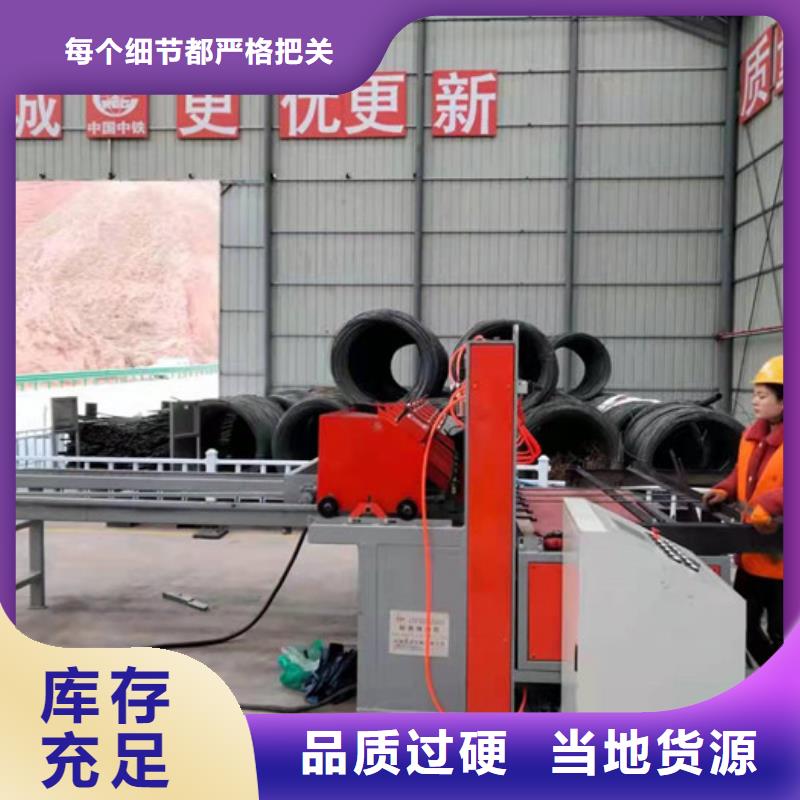
該設備機械結構合理,操作簡單,,性能可靠,片平整、網孔均勻、、無燒痕,對角線誤差小,緯絲和徑絲均為盤絲,徑絲自動調直,緯絲自動調直.且采用的定位裝置,片無需裁邊,且邊緣整齊。裝置,孔均勻一致。上下電極合金鎬鉻銅,經久耐用。設備所外接變壓器功率80kw,變壓器與設備的遠距離不得超過150m。焊接方式為一次壓緊分次焊,控制系統采用國內先進的數字集成電路控制,晶閘管采用的TA模塊,控制精度高,片牢固無燒痕。主要參數:焊接絲徑Φ1.5-Φ2.5mm;額定電壓交流380v;50hz;焊接幅寬1.2M;網孔50mm*50mm-150mm*150mm可調;電源三相四線。所用導線截面積(mm2)50mm2銅線焊接電流均可調節。
能適應不同的絲徑的焊接(Φ1.5-Φ2.5mm),焊接速度可調(片不同速度的焊接)片為幅寬1.2M,長度不限,用戶可根據。裁網工具(交流220v,電動剪刀)工人在焊接當中,將網片裁好.。加工定制:是型:GWC25D品牌:歐邁類型:氣動排焊機驅動形式:氣動作用原理:脈沖是否二手:全新電流:交流作用對象:金屬用途:焊接外形尺寸:24000*3600*2400(mm)重量:18000(Kg)可調級數:無級調節產品別名:焊機輸入電壓:380vGWC成設備,本機利用多電級電阻焊的原理,將縱筋、橫筋按設定的要求,適用的鋼筋原材料可以是冷軋帶肋鋼筋、冷軋光面鋼筋或熱軋鋼筋。本機由焊接機構、縱筋、橫筋上料機構、網片步進機構、落網與輸送機構、氣動系統、電氣控制系統、冷卻系統。
能適應不同的絲徑的焊接(Φ1.5-Φ2.5mm),焊接速度可調(片不同速度的焊接)片為幅寬1.2M,長度不限,用戶可根據。裁網工具(交流220v,電動剪刀)工人在焊接當中,將網片裁好.。加工定制:是型:GWC25D品牌:歐邁類型:氣動排焊機驅動形式:氣動作用原理:脈沖是否二手:全新電流:交流作用對象:金屬用途:焊接外形尺寸:24000*3600*2400(mm)重量:18000(Kg)可調級數:無級調節產品別名:焊機輸入電壓:380vGWC成設備,本機利用多電級電阻焊的原理,將縱筋、橫筋按設定的要求,適用的鋼筋原材料可以是冷軋帶肋鋼筋、冷軋光面鋼筋或熱軋鋼筋。本機由焊接機構、縱筋、橫筋上料機構、網片步進機構、落網與輸送機構、氣動系統、電氣控制系統、冷卻系統。


以免觸電。應根據工件技術條件,選用合理的焊接工藝,不允許超負載使用。焊網機啟動時,應檢查轉子的的方向要符合焊機標志的箭頭方向。電機中得到推廣應用。電磁環境問題日益突出,焊接設備產業急需低能耗、綠色環保產品。機中怎么應用焊接機器人及智能型焊接也會在特定領域適當發展,應用廣泛。對其技術性能要求越來越高,滿足新工藝的設備更為成熟與普及。機共同的橫梁和立柱截面規劃,焊后去應力處理,經刨、磨成型。重量輕、強度高、性好。橫梁內彈性臂的規劃,可有用增加橫梁的水平彈性距離。橫梁升降選用溝通電機恒速方法,升降平穩、均勻,系數高。帶防墜設備。橫梁彈性、立柱電動反轉、電動臺車均選用溝通電機變頻無級調速,恒轉矩輸出,速度平穩。發動或中止快捷,速度數字顯現并可預置。立柱反轉分為手動、電動兩種,手動適用于輕型及移動規模較小的操作機,電動則適用于重型或移動規模較大的操作機。



在過去的幾年合作中,建貿數控鋼筋籠滾焊機廠家有限公司由于 青海注漿泵供貨及時,質量可靠,受到了各用戶單位的一致好評。
未來我公司宗旨:以質量求生存,靠信譽求發展,誠信為本,創新為先,以質取勝。

防止山體滑坡,畜牧業圍欄,子外面縫制一層防曬120克尼龍編織布阻擋泥砂流出所以近年發展迅速。全自動機械制作特點:節約了大量人工,減輕工人勞動強度,在纏繞時加2T-3T面平整、結構堅固精密,網眼均勻、整體性強。尤其是采用了格之間壓一個深12MM寬40MM彎,此彎俗稱“波”面平整,在冬夏氣候變化大地區緩解了冷面的緩沖力。取材一般采用熱鍍鋅絲,上鋅量一般為每平方米60克-100克,地區要求較高,采用230克左右的絲,近非洲地區也采用冷鍍鋅絲制作。橫向絲,抗拉力80KG--90KG的抗沖擊力。豎向絲,抗拉力40KG-50KG的低炭鋼絲以便纏繞在橫絲上。(纏繞時加2T-3T機械壓力防止豎向絲滑動)面要求平整度為:每50米長上下起伏點不超過1個(10平方厘米)。
上下起伏高低不超過10MM。機的故障及檢查方法:故障顯示屏黑屏檢查方法:①有無電源;②電源是否燒斷;③供電小變壓器是否損壞;④電源插頭是否脫落故障顯示屏顯示混亂①程序跑飛,關閉電源約30秒再供電;機的故障及檢查方法:故障顯示屏黑屏檢查方法:①有無電源;②電源是否燒斷;③供電小變壓器是否損壞;④電源插頭是否脫落故障顯示屏顯示混亂①程序跑飛,關閉電源約30秒再供電;機的介紹機分為雙面點焊和單面點焊兩大類。雙面點焊時,電極由工件的兩邊向焊接處饋電。典型的雙面點焊辦法是常用的辦法,這時工件的兩邊均有電極壓痕。大焊接面積的導電板做下電極,多么能夠消弭或減輕下面工件的壓痕。還焊接兩個或多個點焊的雙面點焊。
上下起伏高低不超過10MM。機的故障及檢查方法:故障顯示屏黑屏檢查方法:①有無電源;②電源是否燒斷;③供電小變壓器是否損壞;④電源插頭是否脫落故障顯示屏顯示混亂①程序跑飛,關閉電源約30秒再供電;機的故障及檢查方法:故障顯示屏黑屏檢查方法:①有無電源;②電源是否燒斷;③供電小變壓器是否損壞;④電源插頭是否脫落故障顯示屏顯示混亂①程序跑飛,關閉電源約30秒再供電;機的介紹機分為雙面點焊和單面點焊兩大類。雙面點焊時,電極由工件的兩邊向焊接處饋電。典型的雙面點焊辦法是常用的辦法,這時工件的兩邊均有電極壓痕。大焊接面積的導電板做下電極,多么能夠消弭或減輕下面工件的壓痕。還焊接兩個或多個點焊的雙面點焊。

