


為了讓您更地了解我們的圓鋼-圓鋼放心之選,我們精心制作了產(chǎn)品視頻。請花1分鐘時(shí)間觀看,您會(huì)發(fā)現(xiàn)更多細(xì)節(jié)和優(yōu)勢。
以下是:圓鋼-圓鋼放心之選的圖文介紹


鍍鋅圓鋼使用的場所主要有哪些?
圓鋼在現(xiàn)在市場中使用的也非常多,平時(shí)我們所說的還是一些普通的圓鋼,但是現(xiàn)在市場上使用比較多的是一種鍍鋅圓鋼,這種材料在實(shí)際使用過程中的強(qiáng)度和硬度比較高,尤其是在建筑行業(yè)中的需求量非常多。
從實(shí)際使用的場所范圍來看,它主要還是在建筑行業(yè)安裝的時(shí)候用在避雷接地的接線,所以大家在選擇的過程中就需要看看他的功能作用,一般在使用過程中都可以起到很好的保護(hù)作用,因?yàn)槲覀冎厘冧\產(chǎn)品具有很好的防腐蝕性能。
從加工制作的方式來看,鍍鋅圓鋼其實(shí)本身也有很多的制作方式,比如我們所說的電鍍冷鍍鋅或者熱鍍鋅的,這個(gè)都需要根據(jù)產(chǎn)品具體的材質(zhì)類型來做詳細(xì)的工藝處理,簡單處理之后才可以知道在建筑行業(yè)中的使用功能。
圓鋼在現(xiàn)在市場中使用的也非常多,平時(shí)我們所說的還是一些普通的圓鋼,但是現(xiàn)在市場上使用比較多的是一種鍍鋅圓鋼,這種材料在實(shí)際使用過程中的強(qiáng)度和硬度比較高,尤其是在建筑行業(yè)中的需求量非常多。
從實(shí)際使用的場所范圍來看,它主要還是在建筑行業(yè)安裝的時(shí)候用在避雷接地的接線,所以大家在選擇的過程中就需要看看他的功能作用,一般在使用過程中都可以起到很好的保護(hù)作用,因?yàn)槲覀冎厘冧\產(chǎn)品具有很好的防腐蝕性能。
從加工制作的方式來看,鍍鋅圓鋼其實(shí)本身也有很多的制作方式,比如我們所說的電鍍冷鍍鋅或者熱鍍鋅的,這個(gè)都需要根據(jù)產(chǎn)品具體的材質(zhì)類型來做詳細(xì)的工藝處理,簡單處理之后才可以知道在建筑行業(yè)中的使用功能。



得天獨(dú)厚的地理位置為廣大的客戶帶來了交通運(yùn)輸?shù)谋憷麠l件。 有朋自遠(yuǎn)方來不亦樂乎!鑫邦源特鋼有限公司本著技術(shù)創(chuàng)新、質(zhì)量為本、客戶至上的原則為廣大用戶提供滿意的服務(wù),自創(chuàng)立以來,積j i進(jìn)取,不斷創(chuàng)新,憑借良好的企業(yè)信譽(yù),獨(dú)特的經(jīng)營風(fēng)格及較強(qiáng)的 淮安金湖輸送管市場開拓能力,取得了一個(gè)又一個(gè)的驕人業(yè)績,我們將以儒商風(fēng)范,誠信負(fù)責(zé)的精神,竭誠歡迎各地客商蒞臨公司參觀指導(dǎo),攜手共創(chuàng)美好明天。


剝皮圓鋼有哪些加工方式?
剝皮圓鋼指常溫下的拉拔工藝,也是指在材料的一端施加拔力,使材料通過一個(gè)模具孔而拔出的方法,模具的孔徑要較材料的直徑小。冷拔圓鋼也是指通過上述方法加工而成的圓鋼。
剝皮圓鋼在市場上,人們遍及將冷拉圓鋼和冷拔圓鋼平等,其實(shí)兩者有著完好不同的加工方法。冷拔加工使材料除了有拉伸變形外還有揉捏變形,所以經(jīng)冷拔加工的材料要比經(jīng)冷拉加工的材料功能更好些。冷拔加工一般要在特別的冷拔機(jī)上進(jìn)行,冷拉則簡略得多。
鋼材經(jīng)冷加工后,發(fā)生必定的塑性變形,屈服點(diǎn)顯著提高,即強(qiáng)度和硬度顯著前進(jìn),但塑性和耐性有所下降,這種現(xiàn)象稱為鋼材的冷加工強(qiáng)化。一般冷加工變形越大,則強(qiáng)化越顯著,即屈服強(qiáng)度前進(jìn)越多,而塑性與耐性下降也越大。圓鋼在冷拔進(jìn)程中,不只受拉,一起還遭到揉捏效果。通過一次或多次冷拔后,圓鋼的屈服強(qiáng)度可前進(jìn)40%~60%,但塑性大大下降,具有硬鋼的性質(zhì)。
冷拔加工必需在特別的冷拔機(jī)上才干完結(jié)。選用冷拔材料產(chǎn)品的都是對材料的尺度精度有較懇求的使用環(huán)境,冷拔加工能通過對材料的尺度挑選來抉擇加工后產(chǎn)品尺度精度和表面光亮度,一般均挑選比需求的產(chǎn)品外徑尺度大幾毫米的材料來加工。
剝皮圓鋼指常溫下的拉拔工藝,也是指在材料的一端施加拔力,使材料通過一個(gè)模具孔而拔出的方法,模具的孔徑要較材料的直徑小。冷拔圓鋼也是指通過上述方法加工而成的圓鋼。
剝皮圓鋼在市場上,人們遍及將冷拉圓鋼和冷拔圓鋼平等,其實(shí)兩者有著完好不同的加工方法。冷拔加工使材料除了有拉伸變形外還有揉捏變形,所以經(jīng)冷拔加工的材料要比經(jīng)冷拉加工的材料功能更好些。冷拔加工一般要在特別的冷拔機(jī)上進(jìn)行,冷拉則簡略得多。
鋼材經(jīng)冷加工后,發(fā)生必定的塑性變形,屈服點(diǎn)顯著提高,即強(qiáng)度和硬度顯著前進(jìn),但塑性和耐性有所下降,這種現(xiàn)象稱為鋼材的冷加工強(qiáng)化。一般冷加工變形越大,則強(qiáng)化越顯著,即屈服強(qiáng)度前進(jìn)越多,而塑性與耐性下降也越大。圓鋼在冷拔進(jìn)程中,不只受拉,一起還遭到揉捏效果。通過一次或多次冷拔后,圓鋼的屈服強(qiáng)度可前進(jìn)40%~60%,但塑性大大下降,具有硬鋼的性質(zhì)。
冷拔加工必需在特別的冷拔機(jī)上才干完結(jié)。選用冷拔材料產(chǎn)品的都是對材料的尺度精度有較懇求的使用環(huán)境,冷拔加工能通過對材料的尺度挑選來抉擇加工后產(chǎn)品尺度精度和表面光亮度,一般均挑選比需求的產(chǎn)品外徑尺度大幾毫米的材料來加工。



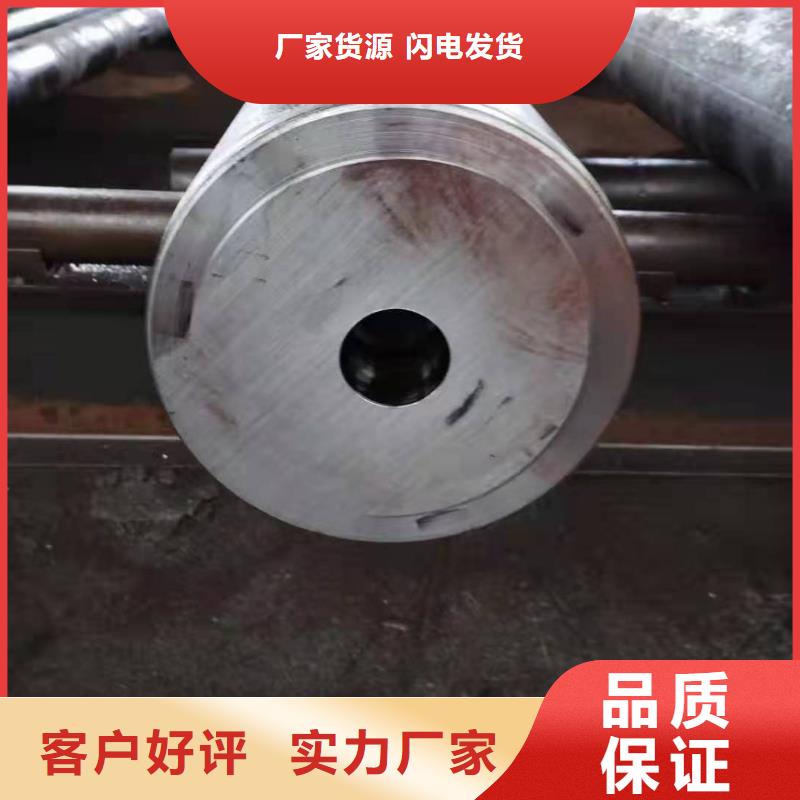
什么是冷拔光圓鋼?
冷拔光圓鋼又名冷拉圓鋼,是在常溫條件下,以超過原來圓鋼屈服點(diǎn)強(qiáng)度的拉應(yīng)力,強(qiáng)行拉伸圓鋼,使圓鋼產(chǎn)生塑性變形以達(dá)到提高圓鋼屈服點(diǎn)強(qiáng)度,及改變規(guī)格形狀的目的。
冷拔光元鋼的尺寸是由冷拉模控制的,冷拉模非常光滑,所以冷拔光元表面很光滑,一般的中低碳素及合金鋼都可以做成冷拔光元。與熱軋狀態(tài)相比,冷拔光元鋼的尺寸精度高,表面質(zhì)量好,表面粗糙度低,并有較高的力學(xué)性能。由于冷拉狀態(tài)交貨的光元表面沒有氧化皮覆蓋,并且存在很大的內(nèi)應(yīng)力,極易遭受腐蝕或生銹,因而冷拔光元的包裝、儲(chǔ)運(yùn)均有較嚴(yán)格的要求,一般不可露天保存,室內(nèi)保存還要注意控制濕度避免濕度過高。



冷拉圓鋼的工藝有哪些呢?
1. 冷拉應(yīng)力的控制:對于Ⅱ、Ⅲ、Ⅳ級(jí)鋼筋和5號(hào)鋼的鋼筋,在冷拉后,作預(yù)應(yīng)力鋼筋使用的,要用冷拉應(yīng)力控制。但鋼筋冷拉后經(jīng)檢查, 冷拉率超過了規(guī)范規(guī)定值,還要再進(jìn)行機(jī)械能實(shí)驗(yàn)。
2.冷拉率測定控制要求:以冷拉率控制鋼筋冷拉時(shí),控制值要由試驗(yàn)確定。試驗(yàn)測定時(shí)要求:同爐同批的測定試件,不能少于4個(gè),每個(gè)試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批鋼筋的實(shí)際冷拉率。如果鋼筋強(qiáng)度偏高,,平均的冷拉率低于1%時(shí),在鋼筋冷拉時(shí),仍要按1%的冷拉率控制。
3.不同爐批的冷拉控制:對于混雜,分不清爐批的鋼筋,冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。
4.冷拉速度控制:要使鋼筋充分變形,就要適當(dāng)控制冷拉速度,一般以0.5——1.0為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉2——3以后,再放松鋼筋,結(jié)束冷拉,以給鋼筋充分變形的時(shí)間。
1. 冷拉應(yīng)力的控制:對于Ⅱ、Ⅲ、Ⅳ級(jí)鋼筋和5號(hào)鋼的鋼筋,在冷拉后,作預(yù)應(yīng)力鋼筋使用的,要用冷拉應(yīng)力控制。但鋼筋冷拉后經(jīng)檢查, 冷拉率超過了規(guī)范規(guī)定值,還要再進(jìn)行機(jī)械能實(shí)驗(yàn)。
2.冷拉率測定控制要求:以冷拉率控制鋼筋冷拉時(shí),控制值要由試驗(yàn)確定。試驗(yàn)測定時(shí)要求:同爐同批的測定試件,不能少于4個(gè),每個(gè)試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批鋼筋的實(shí)際冷拉率。如果鋼筋強(qiáng)度偏高,,平均的冷拉率低于1%時(shí),在鋼筋冷拉時(shí),仍要按1%的冷拉率控制。
3.不同爐批的冷拉控制:對于混雜,分不清爐批的鋼筋,冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。
4.冷拉速度控制:要使鋼筋充分變形,就要適當(dāng)控制冷拉速度,一般以0.5——1.0為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉2——3以后,再放松鋼筋,結(jié)束冷拉,以給鋼筋充分變形的時(shí)間。
點(diǎn)擊查看鑫邦源特鋼有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
