


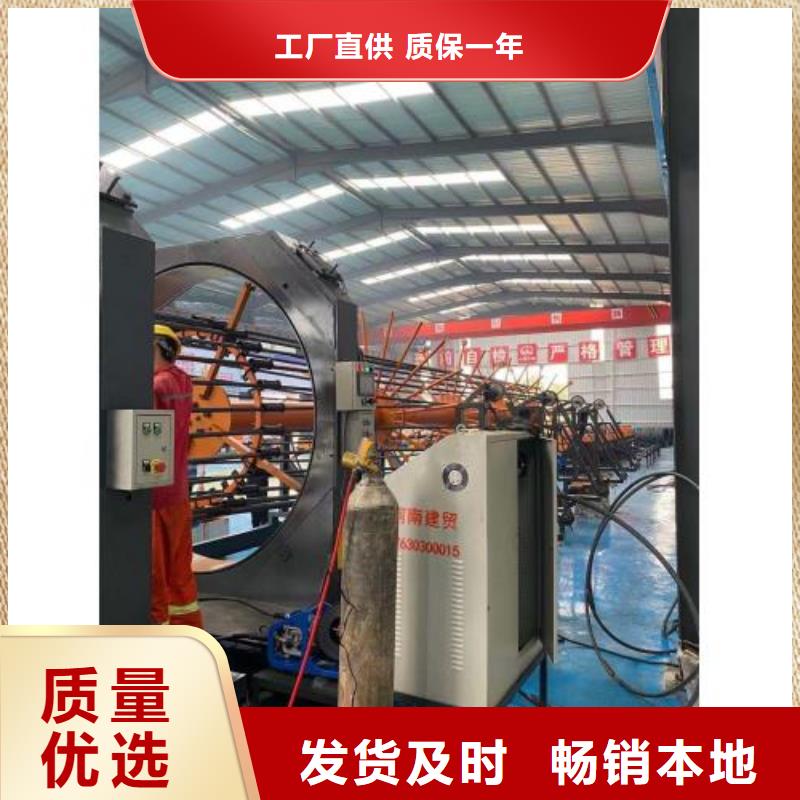



山南數控鋼筋套絲打磨生產線物流快捷
比如您購買的彎曲機能彎曲大直徑在12毫米的鋼筋,但卻要用該機彎曲直徑在13毫米甚至更大直徑的鋼筋,豈知這對彎曲機的彎曲輥、機身構造和電機等都會造成嚴重的損害。輕者需要對有關配件進行更改,重者會造成機器的報廢,所以奉勸客戶朋友請嚴格按照機械設備的操作規范進行正確的使用。

◎鋸切套絲生產線安裝時使用方須提供穩定電源,并且有接地處理,當電源不穩定時需增加穩壓器或應急電源。 ◎設備操作人員須經設備供應方的技術人員培訓后對設備性能充分了解下,方可進行設備操作。 ◎鋸切套絲生產線運行時所有人員應遠離移動和旋轉的機構,避免被設備碰傷。 ◎操作人員不能穿過于肥大,有絲帶或易于卷入設備的服裝進行生產作業,女性人員生產時長發者須把長發盤起并固定在帽內。 ◎上料時需要帶保護手套,以防止鋼筋加工中傷到手。 ◎鋸切套絲生產線未達到正常轉速時,不可切料,切料時,需要使用切刀的中、下部位,緊握鋼筋對準刃口迅速投入,應在固定刀片一側握緊并壓住鋼筋,以防鋼筋末端彈出傷人,嚴禁用兩手分在刀片兩邊握住鋼筋俯身送料; ◎嚴禁用水或壓縮空氣對電氣設備進行沖洗和 ,電控柜內嚴禁進水,要保障設備不被水淋或日曬,要在室內加工使用。 ◎行走驅動軸與驅動齒輪處的螺栓要每班進行檢查,發現松動應及時緊固。 ◎嚴禁非操作人員擅自操作鋸切套絲生產線(尤其是伺服、觸摸屏等內置參數擅自修改等),否則以造成設備損壞或傷害他人的事故,同時設備驗收投入生產后應對設備參數進行備份處理。 ◎鋸切套絲生產線維修時應做防護處理,必要時要進行斷電才能操作。
不管再結實的全自動鋼筋彎曲中心,也經不起“連軸轉”似的生產,這很容易其機體結構出現”疲勞“,機體結構變形、彎曲輥出現裂紋與電機過熱等現象。所以在使用彎曲進行鋼筋彎曲作業時,應讓其“勞逸結合”,切勿進行滿負荷的連續生產
數控鋼筋鋸切套絲生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。建筑給水排水工程采用的水泵,都為通用泵。不論其用于生活給水,還是用于生產給水,或是用于消防給水;也不論其是向水箱供水,還是向氣壓水罐供水,或是直接向用水設施供水,一概都采用通用泵。而實際上不同用途,不同場合的水泵要求是不相同的,應根據其不同情況選用合適的水泵,通用泵向專用泵方向發展是必然趨勢。
 山南數控鋼筋套絲打磨生產線物流快捷
山南數控鋼筋套絲打磨生產線物流快捷
套絲生產線采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 4、鋸床采用國內專用的雙面夾緊鋸床; 5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。 6、PLC控制,可設置鋼筋數量、規格等,具備記憶、存儲功能; 2、 通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。 3、 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 4、鋸床采用國內專用的雙面夾緊鋸床; 5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。
建貿機械數控鋼筋鋸切生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。數控鋼筋鋸切生產線易損件更換:1.鋸切鋸條正常8小時工作7-10天更換一條。2. 套絲機3組滾絲輥每10000個頭后更換一次。套絲機5組剝肋刀根據操作使用情況不定期更換.
