



需求從頭校準筆直度,能夠運用百分表,調整下鋸床的鋸條就能夠了,如需求替換合金塊,則及時替換新的合金塊;、工件夾緊固定不牢,這也會增加鋸床上的帶鋸條作業中跳動,從頭固定作業,夾緊牢固。 還有即是確保鋸床的安穩,如需求固定,則加地腳螺栓固定,究竟設備本身的作業安穩也同樣首要。
在帶鋸床各導向定位在正切的情況卜,應不會形成過早切斜現象。 從金屬帶鋸床舊鋸條的背部磨損卷邊現象推測,可能存在切削效率過高,從而導致齒尖過快磨損出現切斜。 要求較大的容屑空間鋸割硬材料或薄板薄管時應選用細齒鋸條
切削三要素可能存在匹配不合理(線速度、進給壓力、進給速度),所以切削加工時易產生齒部刃口過早磨損后而發生切斜失效。 不排除導向塊表而存在不平整以及夾緊間隙調整不當,從而導致帶鋸條齒尖切削方向相對工作臺為不垂直狀(以工作臺為基面用角尺檢測鋸條張緊后不成垂直狀,簡稱上空或下空),從而形成齒尖、帶體表而切削時受力磨損不勻,引發機用鋸條出現過早切斜失效。只要以為可能是導致毛病的零部件。


鋸床鋸條打齒的原因及以及解決方法 :
1、鋸條齒型選擇不當,主要表 現 為鋸條齒距選擇過大或齒鋸過密,建議根據切割材質的直徑或形狀來選擇適合的齒型。
2、選擇的鋸條質 量 太次,主要表 現 在鋸條背材與齒部齒尖的質 量 ,不具有抗磨損性。建議選擇質 量 好的進口鋸條。
3、資料是否進行有效固定,主要表 現 為切割過 程 中資料松動導 致 ,建議檢查液壓虎鉗裝置是否完好,對于成束切割的要保證裝置上壓緊,同時對鋸條進行有效張緊。
4、切割進給過大,主要表 現 在為了調高切割效率,而下降速度過快。建議減 少 進給量或選擇更效率的鋸床,進給過大,而鋸條線速跟不上的話,容易導 致 此現象的呈現。
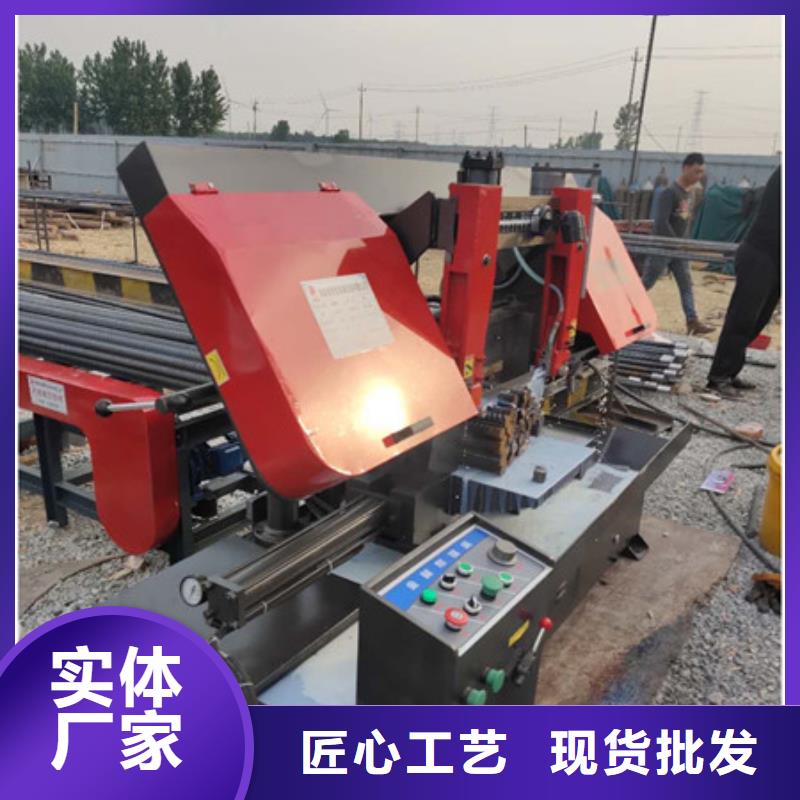
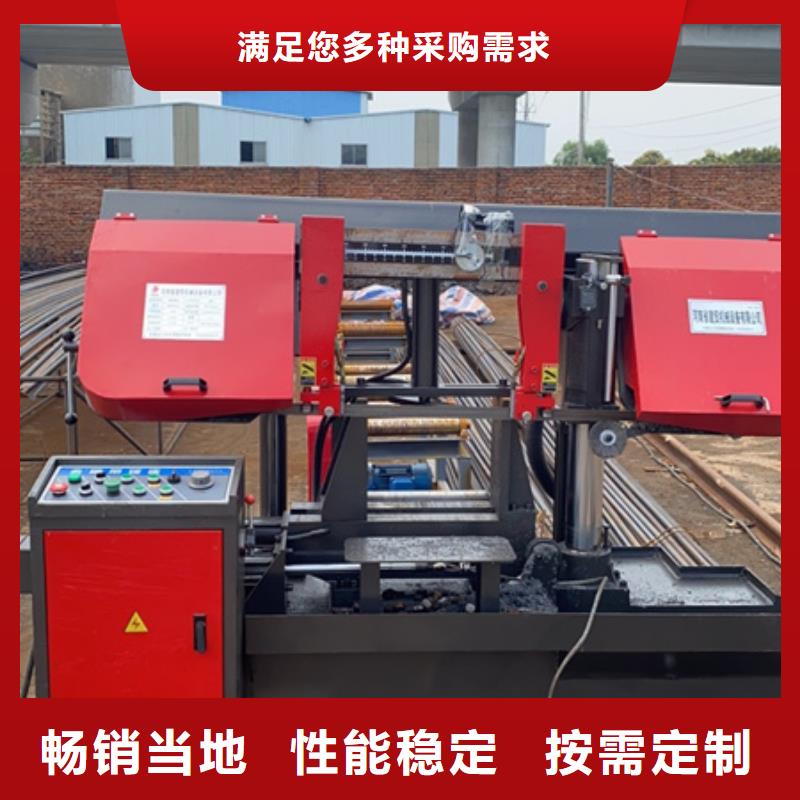
適用于中小型企業的金屬帶鋸床MM現代制造添加關注↑,觀現代制造。鋸始終是有效的工藝手段之一,將各種棒料原材料加工成橫切或管狀的可以用于進一步加工的精細的半成品。鋸床非常適用并且在有限的預算當中算是相對來說經濟的。Bomar的設備ErgonomicDGSH是一款穩固的動力學帶鋸自動設備,應用于小型企業和車間工具設備制造商Bomar作為全自動或半自動帶鋸的專家,了在柱型結構中從小型電子鋸到全液壓CNC自動和雙斜面設備針對專業鋼結構和類似的各種應用領域的必要條件。
鋸條傳動安裝在蝸輪箱上的電動機通過皮帶輪,三角膠帶驅動蝸輪箱內的蝸桿和蝸輪,帶動輪,再驅動繞在被動輪緣上的鋸條進行切削回轉運動。鋸條進給運動由升降油缸和調速閥組成的液壓循環系統,控制鋸梁下降速度從而控制鋸條的進給(無級調速)運動。
 jmc
jmc
需求從頭校準筆直度,能夠運用百分表,調整下鋸床的鋸條就能夠了,如需求替換合金塊,則及時替換新的合金塊;、工件夾緊固定不牢,這也會增加鋸床上的帶鋸條作業中跳動,從頭固定作業,夾緊牢固。 還有即是確保鋸床的安穩,如需求固定,則加地腳螺栓固定,究竟設備本身的作業安穩也同樣首要。
在帶鋸床各導向定位在正切的情況卜,應不會形成過早切斜現象。 從金屬帶鋸床舊鋸條的背部磨損卷邊現象推測,可能存在切削效率過高,從而導致齒尖過快磨損出現切斜。 要求較大的容屑空間鋸割硬材料或薄板薄管時應選用細齒鋸條
切削三要素可能存在匹配不合理(線速度、進給壓力、進給速度),所以切削加工時易產生齒部刃口過早磨損后而發生切斜失效。 不排除導向塊表而存在不平整以及夾緊間隙調整不當,從而導致帶鋸條齒尖切削方向相對工作臺為不垂直狀(以工作臺為基面用角尺檢測鋸條張緊后不成垂直狀,簡稱上空或下空),從而形成齒尖、帶體表而切削時受力磨損不勻,引發機用鋸條出現過早切斜失效。只要以為可能是導致毛病的零部件。

