



想要更直觀地了解【珩磨管不銹鋼研磨管定制不額外收費】產品嗎??產品視頻,帶你走進產品世界
以下是:【珩磨管不銹鋼研磨管定制不額外收費】的圖文介紹

一般冷連軋板、卷均應經過連續退火(CAPL機組)或罩式爐退火冷作硬化及軋制應力,達到相應標準規定的力學性能指標。冷軋鋼板的表面質量、外觀、尺寸精度均優于熱軋板,且其產品厚度右軋薄至0.18mm左右,因此深受廣大用戶青睞。以冷軋鋼卷為基板進行產品的深加工,成為高附加值產品。如電鍍鋅、熱鍍鋅、耐指紋電鍍鋅、彩涂鋼板卷及減振復合鋼板、PVC 復膜鋼板等,使這些產品具有美觀、高抗腐蝕等優良品質,得到了廣泛應用。冷軋鋼卷經退火后必須進行精整,包括切頭、尾、切邊、矯平、平整、重卷、或縱剪切板等。冷軋產品廣泛應用于汽車制造、家電 產品、儀表開關、建筑、辦公家具等行業。鋼板捆包后的每包重量為3~5噸。平整分卷重一般為3~10噸/卷。鋼卷內徑610mm。珩磨管與拋光管的區別


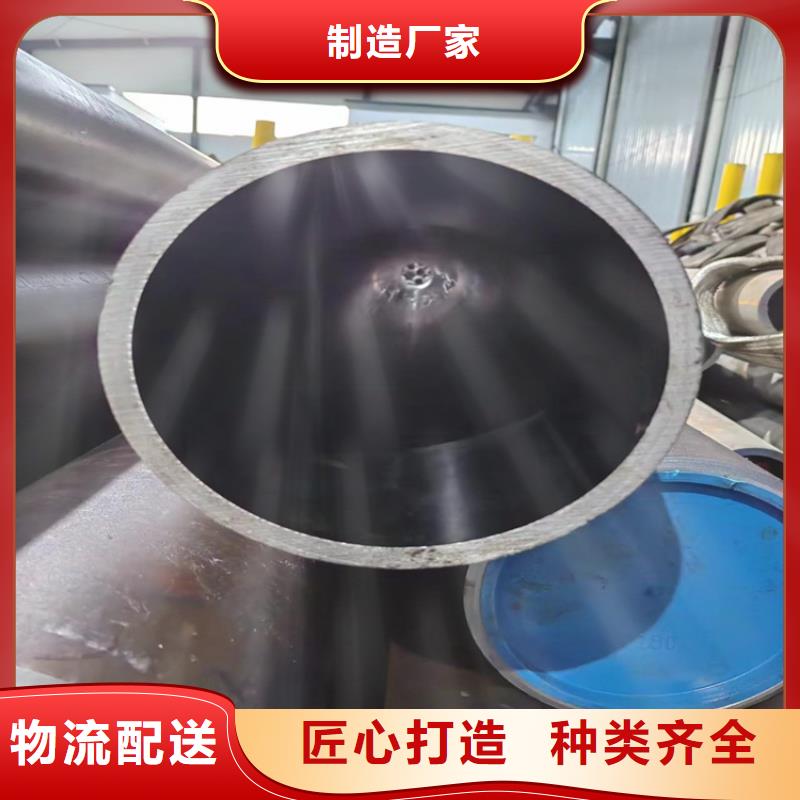
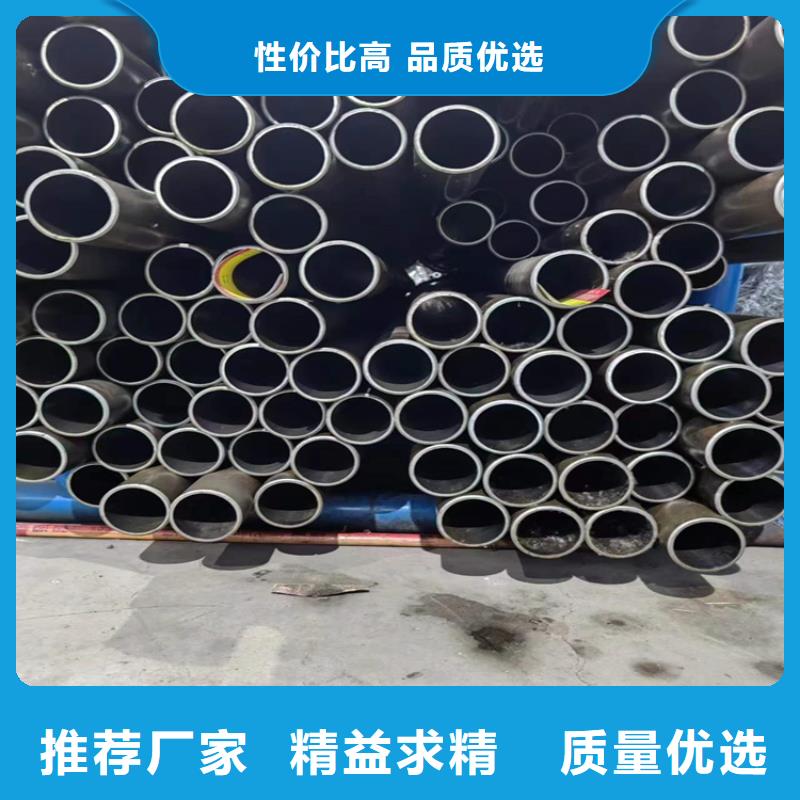
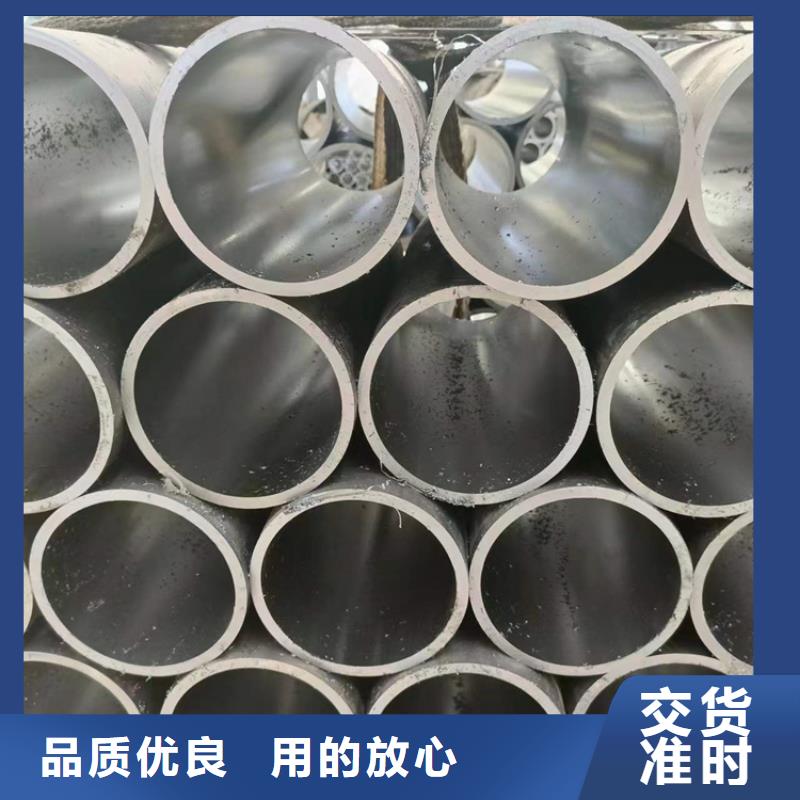
絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。



3、珩磨管的表面粗糙度,一般是為多少?珩磨管這一網站產品和關鍵詞,其在表面粗糙度上,一般來講,是為Ra0.4,而且,這也是必須要達到的,是其基本要求。如果,想要得到提高的話,那么,可以用細砂紙打磨,或是使用鏡面加工設備,使其進行鏡面加工,從而,來達到目的。上述這些問題都是關于珩磨管的,給出具體答案好讓大家通過學習,來清楚明白,有正確認識,這樣,也可以避免出錯,進而,在產品的使用及利用上,其使用效果。珩磨管,就是經過絎磨加工的無縫鋼管。珩磨是一種機械加工工藝,通過珩磨頭對冷拔管內孔進行往復高速磨加工工藝加工,使內孔達到我們所需要的公差尺寸及表面粗糙度要求。根據客戶要求珩磨加工,能達到公差范圍(如H7,H8,H9等),粗糙度能達到Ra0.4,橢圓度達到3~5絲范圍內,長度長能到8m。



九冶管業有限公司十分重視質量管理,建立了完善,持續,檢測體系。多年來以建立起了完善的銷售網絡,有著豐富實踐經驗高素質的技術人員組成的銷售和技術服務隊伍,隨時竭誠為廣大用戶服務;將負責有關 香港研磨管產品的技術服務,技術咨詢,銷售,此外還可以根據用戶的要求定制,設計,制造各種非標準 香港研磨管產品。


珩磨管的應用1、拆卸液壓油缸之前,應使液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油就會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。2、拆卸時要按順序進行。由于各種液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋, 拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用專用工具,禁止使用扁鏟;對于法蘭式端蓋必須用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿難以抽出時,不可強行打出,應先查明原因再進行拆卸。3、卸卸前后要設法創造條件防止液壓缸的零件被周圍的灰塵和雜質污染。例如,拆卸時應盡量在干凈的環境下進行;拆卸后所有零件要用塑料布蓋好,不要用棉布或其他工作用布覆蓋。4、拆卸時應防止損傷活塞桿頂端螺紋、油口螺紋和活塞桿表面、缸套內壁等。為了防止活塞桿等細長件彎曲或變形,放置時應用墊木支承均衡。5、油缸拆卸后要認真檢查,以確定哪些零件可以繼續使用,哪些零件可以修理后再用,哪些零件必須更換


