





四平球墨鑄鐵大小頭廠家 <四平>鑫福興管業有限公司
球墨鑄鐵管配件安裝完畢后,應按設計要求對球墨鑄鐵管系統進行壓力試驗。按試驗的目的可分為檢查球墨鑄鐵管力學性能的強度試驗,檢查球墨鑄鐵管連接質量的嚴密性試驗,檢查球墨鑄鐵管系統真空保持性能的真空試驗和基于防火考慮而進行的滲漏試驗等。除真空球墨鑄鐵管系統和有防火要求的球墨鑄鐵管系統外,多數球墨鑄鐵管只做強度試驗和嚴密性試驗。球墨鑄鐵管廠家的球墨鑄鐵管系統的強度試驗和嚴密性試驗,一般采用水壓試驗,給水球墨鑄鐵管如因設計結構或其他原因,怎樣區別無縫鋼管材質不能采用水壓試驗時,可采用氣壓試驗。壓力試驗應符合下列規定1)壓力試驗應以液體為試驗介質。當球墨鑄鐵管的設計壓力小于或等于0.6MPa是,也可采用氣體為試驗介質,但應采取有效的措施。脆性材料嚴禁使用氣體進行壓力試驗。2)當現場條件不允許使用液體或氣體進行壓力試驗時,經建設單位同意,可同時采用下列方法代替:A,所有焊縫(包括附著件上的焊縫),用液體滲透法或磁粉法進行檢驗;B,對接焊縫用射線照相進行檢驗。當進行壓力試驗時,給水球墨鑄鐵管應劃定禁區,無關人員不得進入。


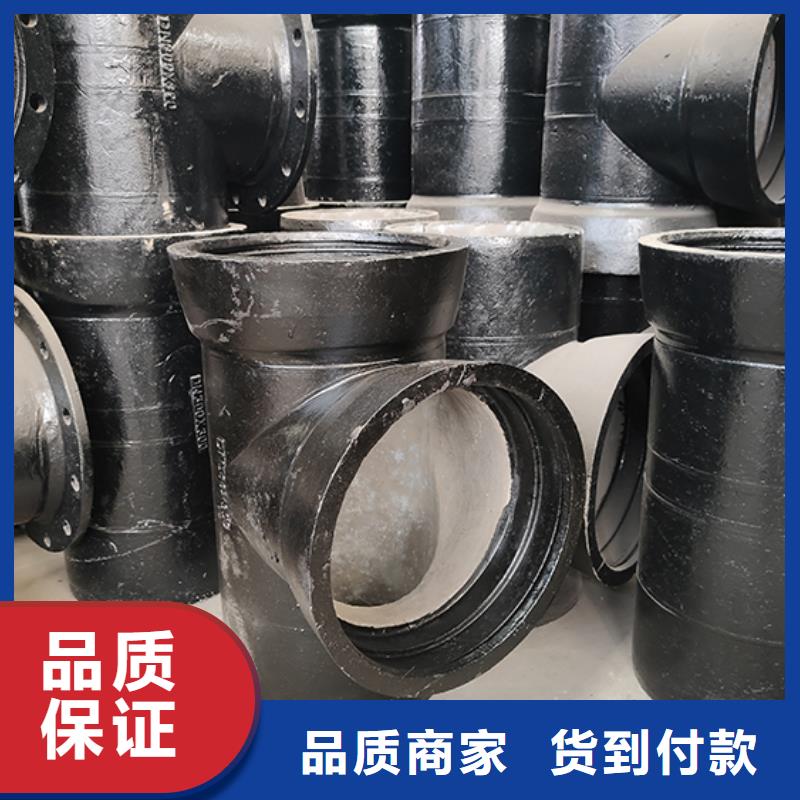
球墨鑄鐵管配件 高爐熔煉工藝簡介:1、高爐鐵水運輸到鑄造車間直接澆注鑄鐵件。顯而易見這是***佳的短流程熔煉工藝。由于原高爐鐵液對鑄件石墨狀態的遺傳效應和鐵液溫度決定鐵水的溶碳度、石墨析出量及尺寸大小造成鑄件的抗拉強度較低,加之高爐鐵液出爐溫度不夠高,一般低于1450℃及組織的遺傳效應。 2、將高爐鐵水倒入感應電爐與廢鋼、回爐料和配料中間合金一起熔配,經成分調整和熔煉后出爐經變質、球化等處理后澆注鑄鐵件。 3、將高爐鐵水先倒入保溫爐保溫待需要時再倒入感應電爐與廢鋼、回爐料和配料中間合金一起熔配,經成分調整和熔煉后出爐經變質、球化等處理后澆注鑄鐵件,應用與工藝上面第二種相同,只因高爐煉鐵與鑄造過程的匹配問題而將鐵水暫存保溫爐內。 球化處理方法簡介:1、鎂芯線喂入法 鎂芯線分為2種:①鎂合金線中含晚量為20%-35%,加入量為22m/t-25m/t;②純鎂線中含瑰量為90%-92%,加入量為32m/t-35m/t。歐洲采用鎂芯線球化處理工藝己占球化處理量的20%左右; 喂線球化具有球化率高,石墨細小(球化率1-2級,大小7級),鐵液純凈度好、易與鐵液分離(渣的二元堿舅)為2.5-4.0)處理溫降小(3040℃),作業環境好等特點.喂線速度40-80m/min; 2、沖入法 國內一般工廠均采用這種工藝。球化劑主要成分為:7%-9%M、1%-3%RE 40%-V44%Si球化劑加入量1.4%-1.7%(與原鐵液中含硫量有關)。采用堤壩式球化包,球化包凹坑中加入球化劑后,上蓋一定量的孕育劑,然后再覆蓋一層鑄鐵屑或薄鋼板; 3、轉包法 處理前將純鎂加入到轉包體后部由一塊石墨隔板形成的反應室內→定量加入鐵液→轉動包體進入處理狀態→鐵液經石墨隔板孔進入反應室進行球化反應→球化處理后將鐵液倒出。轉包法球化處理溫度一般為T=1460-1520℃,反應時間約80s,鎂的吸收率可高達60%-70%,石墨隔板壽命為300-350次; 轉包法球化具有球化成本低,鐵液純凈度好,允許原鐵液含硫量高((S可放寬至0.2%)球化處理后殘硫量低((S可低至0.005%-0.008%),處理過程中溫降小(40-50℃)等優點。但要求每小時至少應處理5包以上。
 xinfu
四平球墨鑄鐵大小頭廠家
xinfu
四平球墨鑄鐵大小頭廠家
