





MPP電力管道規(guī)格
| 公稱外徑 | 公稱壁厚 | 質(zhì)量(kg/m) | 公稱壁厚 | 質(zhì)量(kg/m) | 公稱壁厚 | 質(zhì)量(kg/m) |
| 110 | 5.7 | 1.812 | 7.2 | 2.252 | 9.1 | 2.782 |
| 125 | 6.4 | 2.345 | 8.2 | 2.908 | 10.3 | 3.570 |
| 140 | 7.2 | 2.912 | 9.2 | 3.648 | 11.6 | 4.491 |
| 160 | 8.2 | 3.784 | 10.5 | 4.745 | 13.2 | 5.844 |
| 180 | 9.2 | 4.769 | 11.8 | 5.986 | 14.9 | 7.396 |
| 200 | 10.3 | 5.918 | 13.1 | 7.396 | 16.5 | 9.107 |
| 225 | 11.6 | 7.480 | 14.8 | 9.367 | 18.6 | 11.54 |
| 250 | 12.8 | 9.160 | 16.4 | 11.54 | 20.6 | 14.19 |



堅持以質(zhì)量求生存,以效益求發(fā)展,以服務求信譽的經(jīng)營方針,始終將用戶的需求作為自己的奮斗目標。公司以市場為中心實施科技發(fā)展戰(zhàn)略,不斷研制開發(fā)新 河南平頂山MPP電力管道產(chǎn)品,擴展經(jīng)營領域,推動企業(yè)的發(fā)展,力爭為客戶提供滿意的 河南平頂山MPP電力管道產(chǎn)品和優(yōu)質(zhì)的服務。


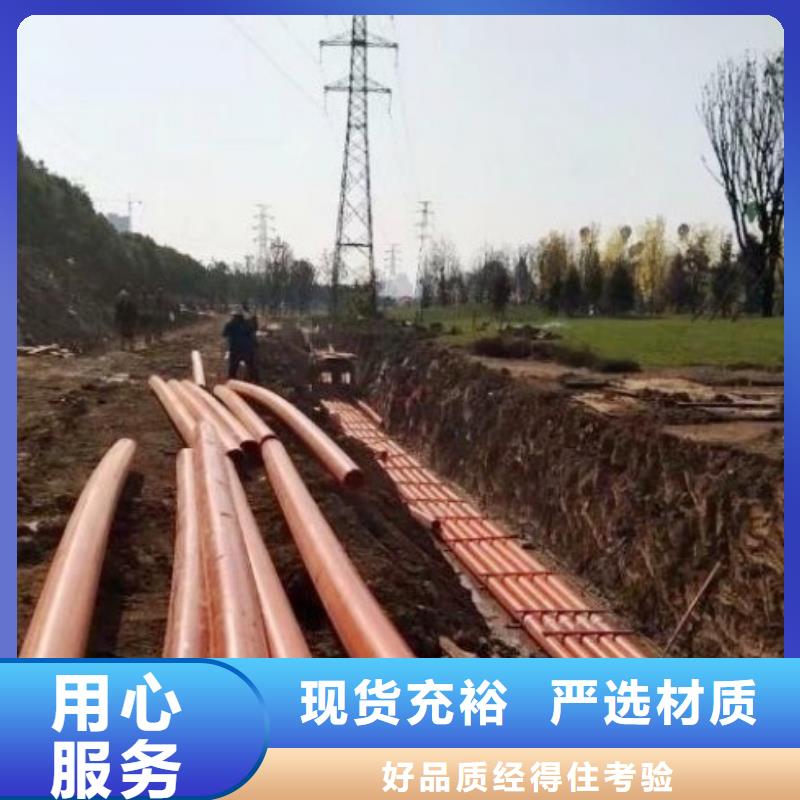
MPP電力管道施工方法
MPP管材采用熱熔對接方式連接,該方法經(jīng)濟可靠,其接口在承拉和承壓時的強度不比管材本身強度差,熱熔連接溫度:230℃左右。使用該方法時,設備僅需熱熔對接機。
熱熔對接機制作步驟如下:
1、將待連接的管材置于焊機夾具上并夾緊
2、清潔管材鏈接端,并銑削連接面
3、校直兩對接件,使其端面錯位量不大于壁厚的5%
4、放入已升溫到230℃的加熱板加熱管材的兩個端面
5、加熱完畢,取出加熱板,迅速接合管材的兩個加熱面,升壓到熱熔壓力并保壓冷卻



加熱板表面及管端應經(jīng)常用酒精清潔,確保加熱板表面無油污、水和雜質(zhì)。加熱板表面防粘層應不損傷,進行焊接前,應用 干凈的棉紗或抹布擦拭管材端面的水、雜質(zhì)和泥土。應保持焊接管材端面清潔。
當焊接管材端面有水汽時,在加熱前,應用加熱板烘烤管材端面到水汽正好蒸發(fā)為止,然后進行管材加熱。
清潔管材端面時,應有人監(jiān)督,防止管材合攏夾傷手。
制作人員應培訓上崗。
管材壁厚低于6mm時,一般不采用熱熔對接。否則難以保證管材焊接質(zhì)量。
MPP電力管道又叫(MPP 電力電纜保護管、MPP電力管道),分為開挖型和非開挖型,MPP非開挖型電力管又稱作MPP頂管或拖拉管。

