


山東日照20#珩磨管支持定做 <日照>九冶管業(yè)有限公司
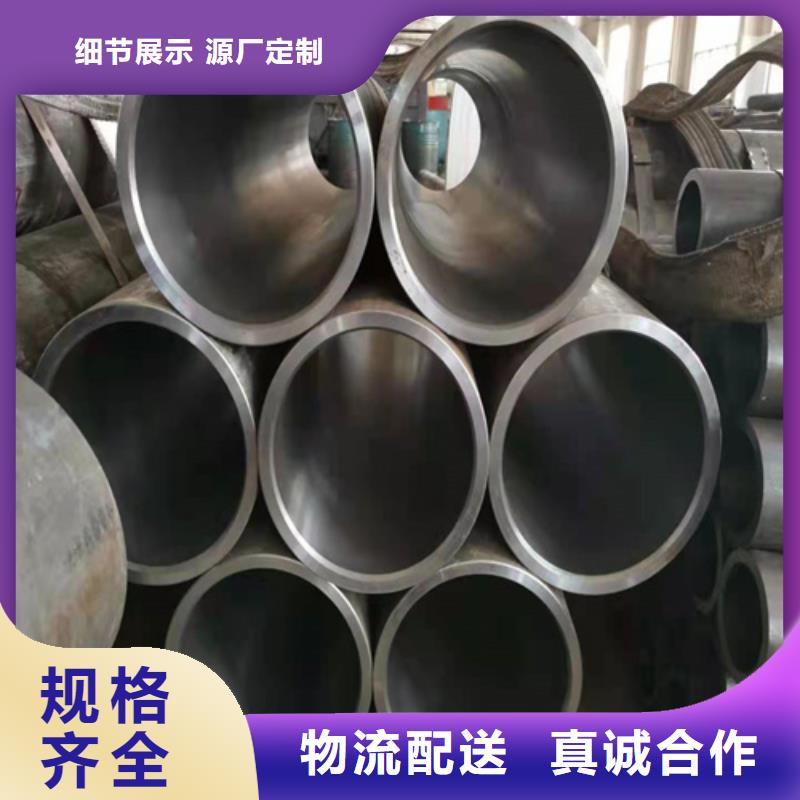
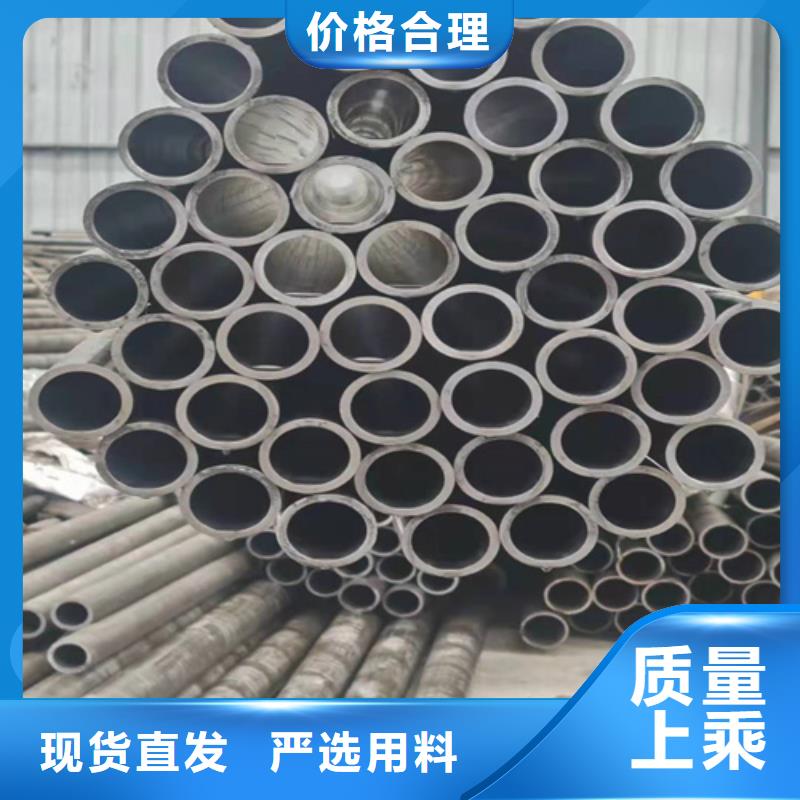
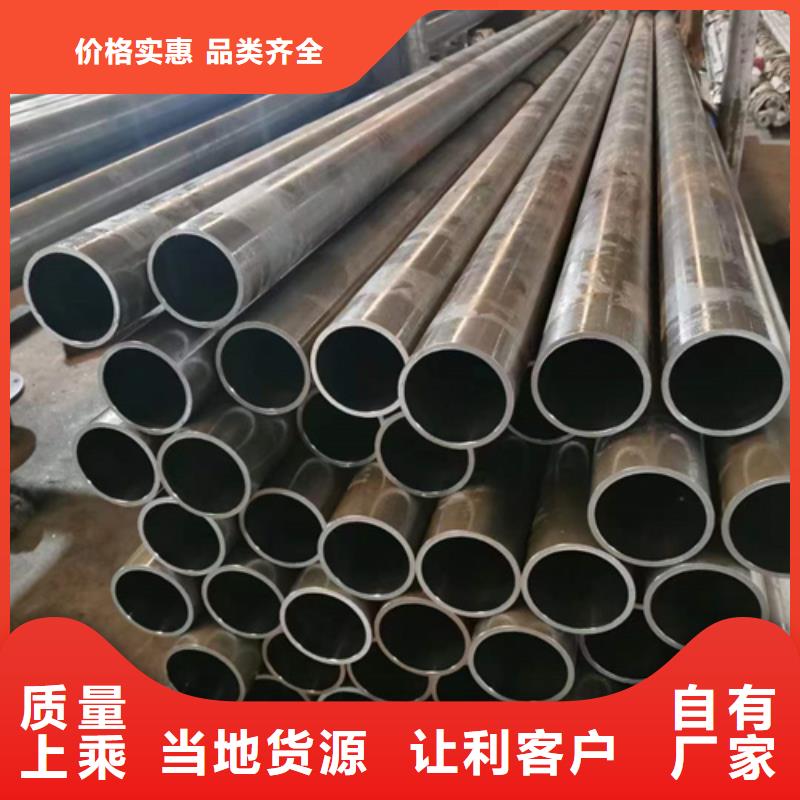
珩磨管是選用無(wú)縫鋼管制造機(jī)械結(jié)構(gòu)或液壓設(shè)備等,鋼管通過(guò)冷拔或冷軋?zhí)幚砗蟮囊环N無(wú)縫鋼管。由于其內(nèi)外壁無(wú)氧化層、承受高壓無(wú)泄漏、高光潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫等有點(diǎn),所以主要用來(lái)生產(chǎn)氣動(dòng)或液壓產(chǎn)品。它的敷設(shè)排列和走向應(yīng)整齊一樣,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應(yīng)≤2/1000;垂直管道的不垂直度應(yīng)≤2/400。用水平儀檢測(cè)。較長(zhǎng)的管道要考慮措施以免溫度變化使管子伸縮而引起的應(yīng)力。。直到所有焊完以后,還是要搞好清理工作中,并對(duì)產(chǎn)品工件開(kāi)展整修。

珩磨管的定壓過(guò)程1、脫落切削階段,這種定壓珩磨,開(kāi)始時(shí)由于孔壁粗糙,油石與孔壁接觸面積很小,接觸壓力大,孔壁的凸出部分很快被磨去。而油石表面因接觸壓力大,加上切屑對(duì)油石粘結(jié)劑的磨耗,使磨粒與粘結(jié)劑的結(jié)合強(qiáng)度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進(jìn)行,孔表面越來(lái)越光 ,與油石接觸面積越來(lái)越大,單位面積的接觸壓力下降,切削效率下降。同時(shí)切下的切屑小而細(xì),這些切屑對(duì)粘結(jié)劑的磨耗也很小。因此,油石磨粒脫落很少,此時(shí)磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端負(fù)荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續(xù)珩磨時(shí)油石和孔表面的接觸面積越來(lái)越大,極細(xì)的切屑堆積于油石與孔壁之間不易清理,造成油石堵塞,變得很光滑。因此油石切削能力低,相當(dāng)于拋光。若繼續(xù)珩磨,油石堵塞嚴(yán)重而產(chǎn)生粘結(jié)性堵塞時(shí),油石失去切削能力并嚴(yán)重發(fā)熱,孔的精度和表面粗糙度均會(huì)受到影響。此時(shí)應(yīng)盡快結(jié)束珩磨。
<日照>九冶管業(yè)有限公司 山東日照20#珩磨管支持定做 <日照>九冶管業(yè)有限公司珩磨管的布置要求珩磨管有別于普通的管材,因此不管是它的加工方式,還是管路布置,都有非常特殊的要求。圍繞著這兩方面的內(nèi)容進(jìn)行詳細(xì)的描述,以便于使珩磨管的功效得到充分的發(fā)揮。珩磨管實(shí)質(zhì)上是一種經(jīng)過(guò)特殊處理的高精密無(wú)縫鋼管,其良好的性能使得它在各個(gè)領(lǐng)域中都有不錯(cuò)的使用效果。珩磨管在布置的時(shí)候,不管是排列還是走向都應(yīng)該整齊一致,而且應(yīng)層次分明。盡量采用水平或垂直的方式進(jìn)行布置,而且在平行度和垂直度等方面也有嚴(yán)格的規(guī)定。珩磨管的切割也比較降低,如果直徑是大于50mm的話, 是采用機(jī)械加工方法切割,確保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。

