

不要猶豫,花一分鐘時間觀看我們的三沙市止水紫銅片歡迎咨詢價格產品視頻吧!您將發現更多令人贊嘆的細節和優勢,為您的購買決策提供有力參考。
以下是:三沙市止水紫銅片歡迎咨詢價格的圖文介紹

金鴻耀工程材料有限公司自成立起便將嚴謹的工作態度注入公司企業文化中,在 四川樂山單壁打孔波紋管產品質量上嚴格把關,不僅要確保服務,還要保證品級優良;在員工培養和管理中,每一位銷售工程師都需要經過三個月的培訓,并通過 四川樂山單壁打孔波紋管產品知識、技術能力等重要方面的多項考核后才可以正式上崗;同時設立售后服務專線,對于客訴員工,進行調查審核,一經證實,嚴肅處理; 我們始終堅持“誠信為本,把客戶的需求視為己任”,通過不斷地拓展 四川樂山單壁打孔波紋管渠道,滿足客戶需求,公司真誠邀請國內各區域用戶合作。


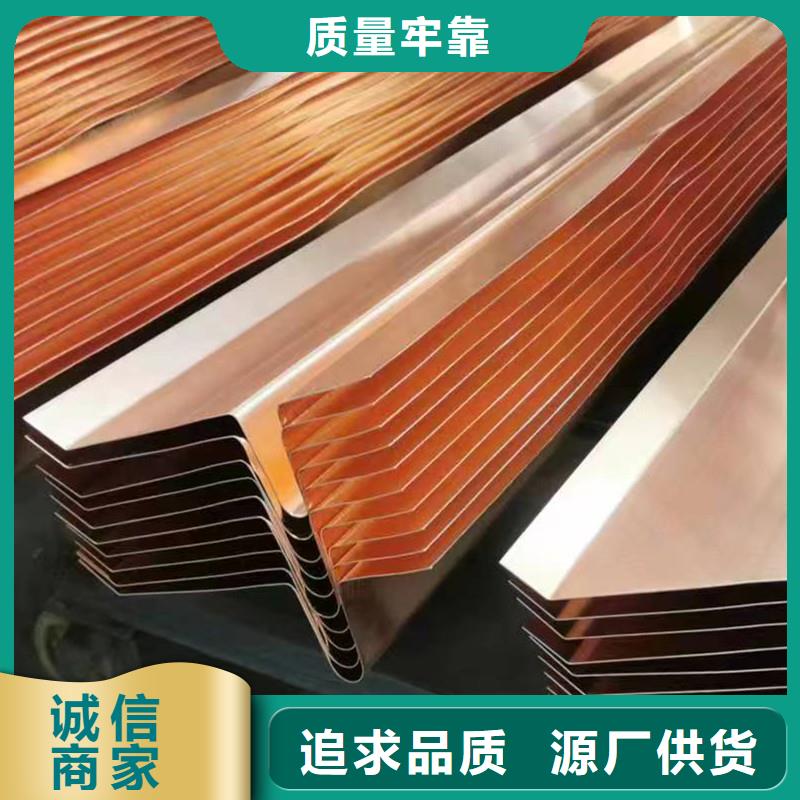
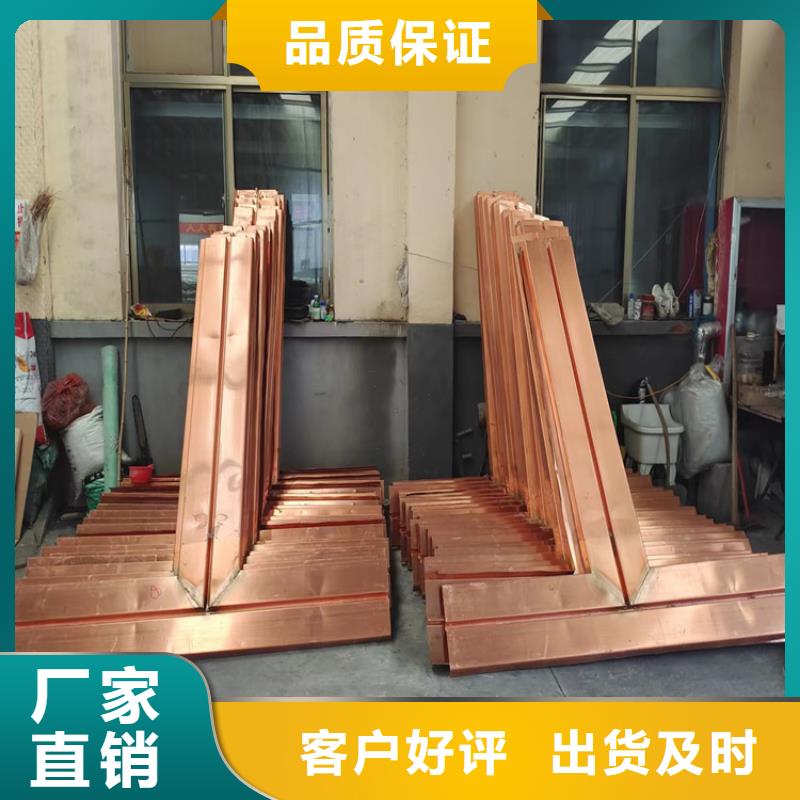
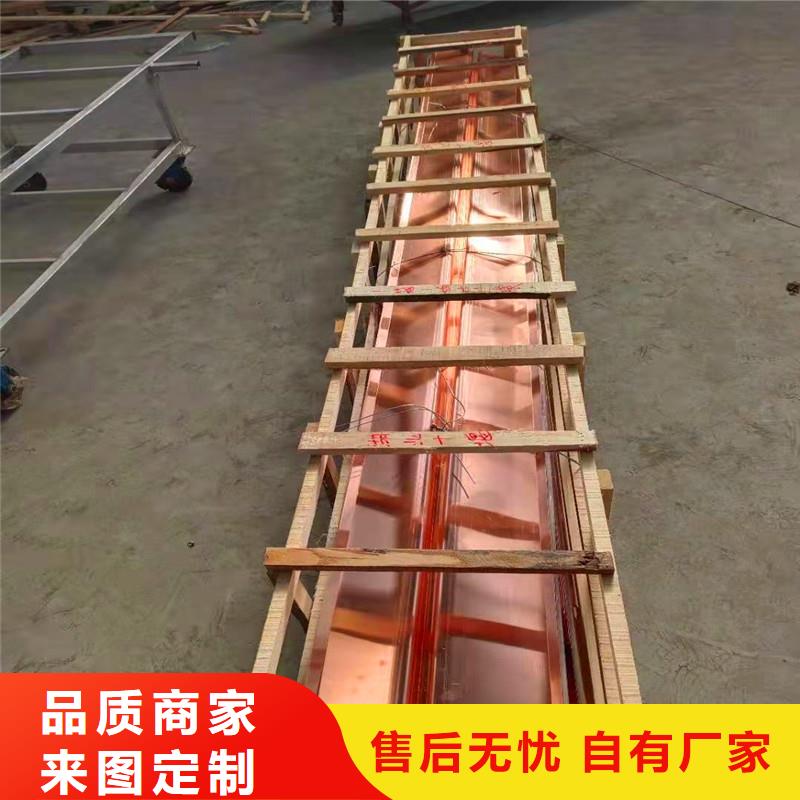
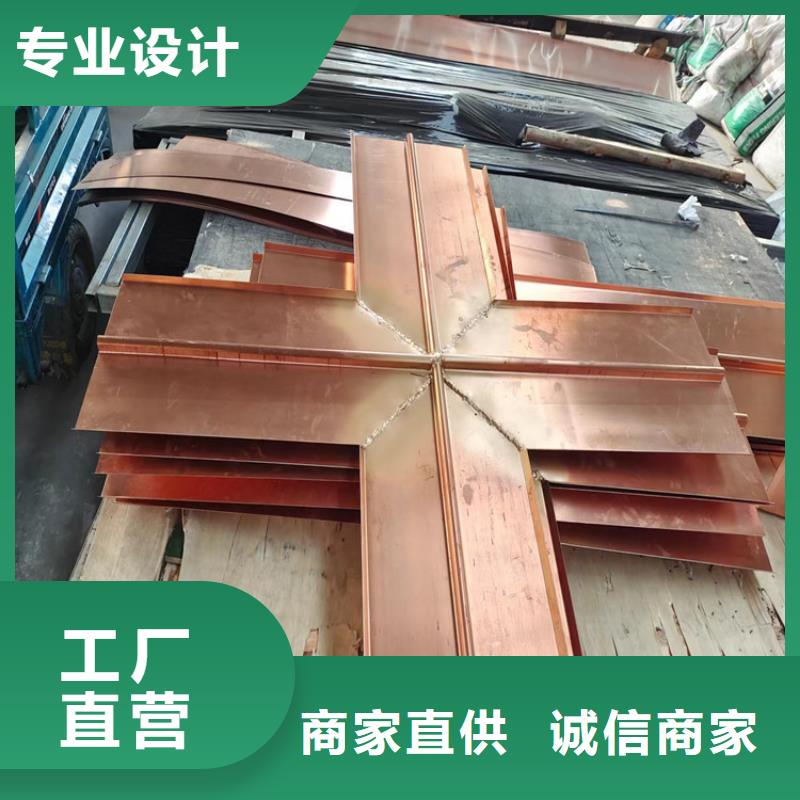
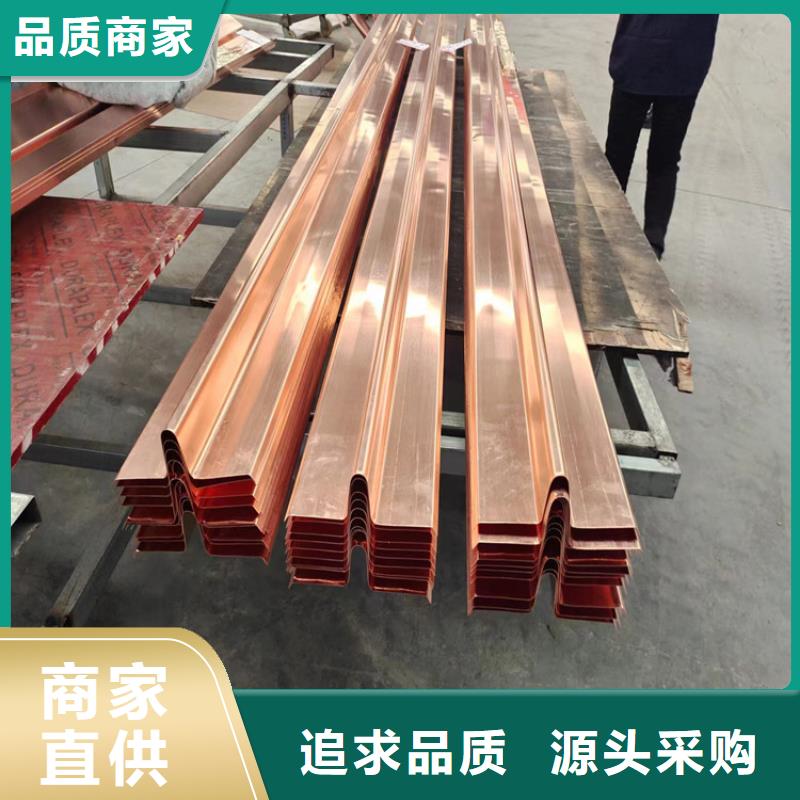
止水銅片
一、華爾網紫銅止水安裝 — 對位1) 華爾網止水銅片工程材料有限公司主要經營:pe打孔滲水波紋管、土工布 、土工膜 、復合土工膜、DN110雙壁波紋管、塑料盲溝 、軟式透水管、聚丙烯纖維、鋼纖維、聚酯纖維、聚丙烯腈纖維、瀝青杉板、止水帶、HDPE單壁雙壁打孔纏布波紋管、止水銅片、hdpe打孔波紋管、防水卷材等。 經過多年潛心經營,公司產品覆蓋了國內近三十個省市、自治區,產品各項技術性能指標均符合且高于標準要求,達到國內水平。 應嚴格保證鼻子部位與伸縮縫位置一致,騎縫布置,鼻子中心線與接縫中心線的允許偏差為±5mm。2) 對于豎直紫銅止水,采用止水定型模板上的預留凹槽抵住銅止水片鼻子,并在必要時加木楔楔緊。3) 對于水平紫銅止水,宜采用專用定位件保證銅止水片的鼻子對中,并防止止水片在混凝土澆筑時移位。止水(漿)片安裝 — 銅-銅止水片連接3) 紫銅止水之間的連接宜采用氧氣雙面搭接焊,搭接的兩止水片鼻槽要對中,搭接長度不得小于20mm,焊條材料原則上應與母材相同。4) 應盡量減少銅止水焊縫區域焊接氧化部分的面積,并將氧化部分控制在焊縫兩側1cm范圍內。5) 銅止水片焊接接頭,表面應光滑、華爾網無砂眼、華爾網無裂紋、華爾網無氣泡、華爾網無夾渣、華爾網無假焊、華爾網不滲水。6) 銅止水片的“十”字、華爾網“丁”字和“L”型接頭,必須采用廠家提供的定型產品。二、華爾網止水(漿)片安裝 — 塑料-塑料止水(漿)連接1) 橡膠止水片連接宜采用硫化熱粘接,PVC止水片宜采用熱粘接。2) 塑料止水片對接時端部宜齊平,在距端部10cm~12cm處劃線標出搭接范圍,此范圍內的肋條應全部割除并銼平,以保證粘接面平整。3) 止水(漿)帶接頭不得有氣泡、華爾網燒焦、華爾網夾渣或假焊。三、華爾網止水(漿)片安裝 — 銅-塑料止水(漿)連接1) 銅止水片與PVC止水帶接頭宜采用“塑料包紫銅”法,且應工廠內預制。2) 螺栓栓接法(即塑料包紫銅)實施要點:a、華爾網 栓接長度不得小于35cm;b、華爾網 焊接前將PVC止水帶內接面上的肋條全部割除并銼平;c、華爾網 紫銅片插入寬度應比塑料止水帶每邊窄1cm;d、華爾網 除插入部分外,紫銅片的外露長度不得小于50cm;



止水銅片紫銅止水多應用于水工建筑中,即會長時間接觸或浸泡在水中,華爾網止水銅片工程材料有限公司主要經營:pe打孔滲水波紋管、土工布 、土工膜 、復合土工膜、DN110雙壁波紋管、塑料盲溝 、軟式透水管、聚丙烯纖維、鋼纖維、聚酯纖維、聚丙烯腈纖維、瀝青杉板、止水帶、HDPE單壁雙壁打孔纏布波紋管、止水銅片、hdpe打孔波紋管、防水卷材等。 經過多年潛心經營,公司產品覆蓋了國內近三十個省市、自治區,產品各項技術性能指標均符合且高于標準要求,達到國內水平。銅的抗腐蝕性使紫銅止水片在水中不易腐蝕,能長時間起到防水的效果,一般可保證20年以上。其次,便是銅止水片的韌性以及抗拉強度,可利于加工成型;具有抗拉強度,將銅止水片安裝與建筑體內,在地面發生沉降或震動的時候,可起到防止建筑體直接斷裂、華爾網附近垮塌的效果。因此,銅止水不僅可以起到防滲漏的效果,同時可以起到抗拉防震的作用。紫銅止水的防水除了其本身的物理化學性能,同時也與我們的安裝方式有關。紫銅止水片的安裝與固定,需要將其與混凝土緊密咬合,輔以專業的施工縫加以固定 ,這樣就使各段施工的交接處用銅止水片緊密的聯合起來,施工過程中要求無裂縫等,因此可以起到擋水、華爾網附近堵水的效果。搭接焊工藝① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。2)施焊操作要點氣焊的基本操作方法包括氧氣乙炔焰的點燃、華爾網附近調節和熄滅、華爾網附近起焊、華爾網附近焊接過程中焊炬和焊條的運動、華爾網附近接頭和收尾的操作要領。氧氣乙炔焰的點燃、華爾網附近調節和熄滅。焊炬的握法,應右手拿焊炬,將拇指和食指位于氧氣調節閥處,同時拇指還可以開關、華爾網附近調節乙炔調節閥,隨時調節氣體的流量。點燃火焰時,應先稍許開啟氧氣調節閥,然后再開乙炔調節閥,兩種氣體在焊炬內混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發生事故。剛開始點火時,可能出現連續“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現不易點火的現象,多數情況是氧氣開得過大所致,這時應將氧氣調節閥關小

金鴻耀工程材料有限公司

