





3、 鋸架:為板焊件,用以安裝聯接主傳動裝置、鋸帶張緊機構及鋸帶導向機構。
4、 主傳動:主傳動采用蝸輪傳動方式,它是由主電機、蝸輪箱及鋸輪組成,主要用于傳遞扭矩,驅動帶鋸條回轉,以實現切削運動,通過皮帶輪上的皮帶,可以變換實現三檔切削速度,以適用不同材質工件的切削要求。
5、 鋸帶張緊機構:由從動輪、張緊座、絲桿和滑塊組成,可通過扳手轉動絲桿,以移動滑塊帶動鋸輪來實現帶鋸條的張緊,使帶鋸條和鋸輪輪緣之間形成一定的壓力,產生足夠的摩擦力來帶動帶鋸條作旋轉運動。
鋸帶導向機構:由導向座、導向桿、導向頭、導向塊、背部合金座及合金片組成,帶鋸條通過導向頭,以達到帶鋸條保持其無扭
1、 曲的原始狀態;背部合金座和合金片與帶鋸條的背部和側面緊緊相貼,將帶鋸條摩擦降低到 限度;導向桿安裝在導向座中,可上下滑移,以適應切削不同厚度的胚件時,達到上、下導向頭保持短的距離,使柔性的帶鋸條即增強了剛性,又得到了恰當的柔度,以延長帶鋸條的使用壽命。
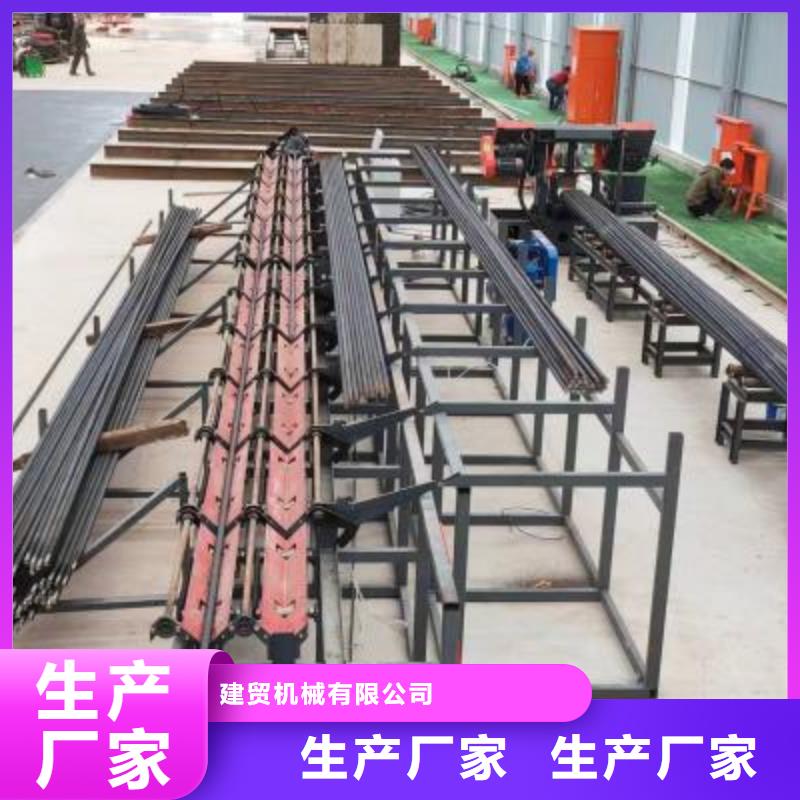
六盤水鋼筋鋸切套絲打磨生產線口碑好
,液壓油夾油缸左邊,右邊液壓油回油箱,左鉗向工件。
鋸梁下降按工作按鉗,液壓油通過電磁閥升降油缸有桿腔;無桿腔液壓油通過電磁閥,單向調速閥回油箱。鋸梁快降按下降按鈕,液壓通過電磁閥工作,油升降油缸有桿腔,無桿腔油通過電磁閥回油箱。鋸梁上升按上升按鈕,液壓油通過電磁閥升降油缸的無桿腔;有桿腔油經過電磁閥回油箱。工件松開按鉗松按鈕,液壓油通過電磁閥油缸右邊;左邊液壓油能過電磁閥回油箱,左鉗口向左運動工件松開。
杜絕采取加深鉆孔深度的代替清孔。鋼筋籠要對中。首澆砼量的問題。首澆砼埋管深度不得小于~m。埋管深度不管灌注如何順利,好不超過m,多放寬至m。砼灌注標高控制到設計標高m以上。
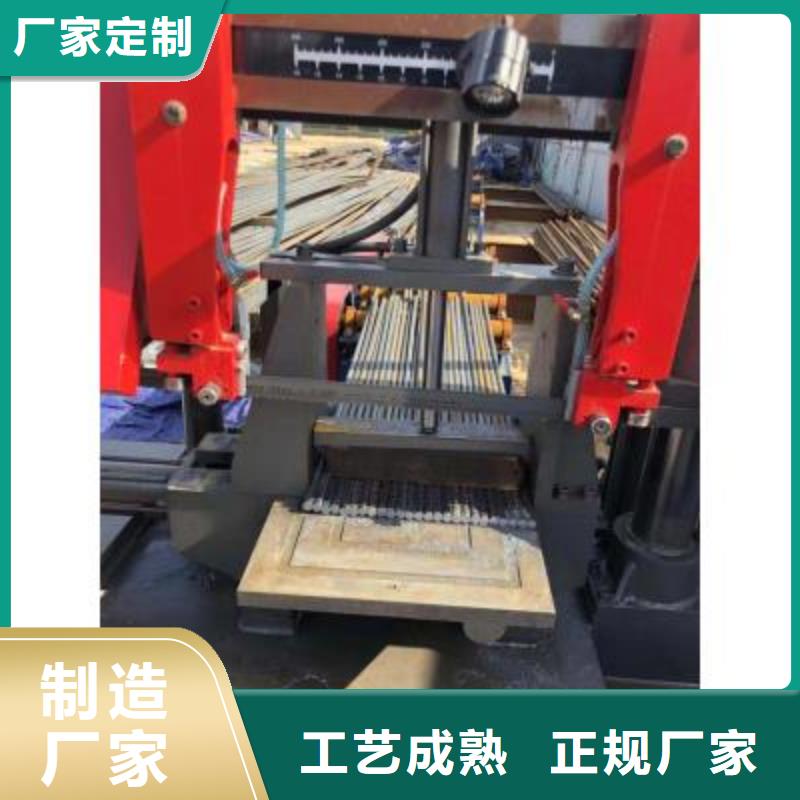
六盤水數控鋼筋鋸切套絲生產線引進德國技術水平,是一款主要針對于不同鋼筋直徑、高精度鋼筋棒材的鋸切,套絲,六盤水全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料, 套絲方便。通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之 間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。鋸床采用國內專用的雙面夾緊鋸床。合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快, 便后維護。

銅仁鋼筋頭打磨機使用視頻
套絲機還具有管子切斷功能:把管子放入管子卡盤撞擊卡緊啟動開關放下進刀裝置上的割刀架扳動進刀手輪使割刀架上的刀片移動至想要割斷的長度點漸漸旋轉割刀上的手柄使刀片擠壓轉動的管子管子轉動4圈5圈后被刀片擠壓切斷.
電動套絲機是指設有正反轉裝置,用于加工管子外螺紋的電動工具。又名:電動切管套絲機,絞絲機,管螺紋套絲機。把1980年前的手動管螺紋絞板電動化。它使管道安裝時的管螺紋加工變得輕松,快捷。降低了管道安裝工人的勞動強度
套絲機工作時,先把要加工螺紋的管子放進管子卡盤,撞擊卡緊,按下啟動開關,管子就隨卡盤轉動起來,調節好板牙頭上的板牙開口大小,設定好絲口長短.然后順時針扳動進刀手輪,使板牙頭上的板牙刀以恒力貼緊轉動的管子的端部,板牙刀就自動切削套絲,同時冷卻系統自動為板牙刀噴油冷卻,等絲口加工到預先設定的長度時,板牙刀就會自動張開,絲口加工結束.關閉電源,撞開卡盤,取出管子

