

無縫管小口徑無縫鋼管服務始終如一視頻已經精心制作完成,它將以全新的方式展現(xiàn)產品的獨特魅力,讓您為之傾倒。
以下是:無縫管小口徑無縫鋼管服務始終如一的圖文介紹

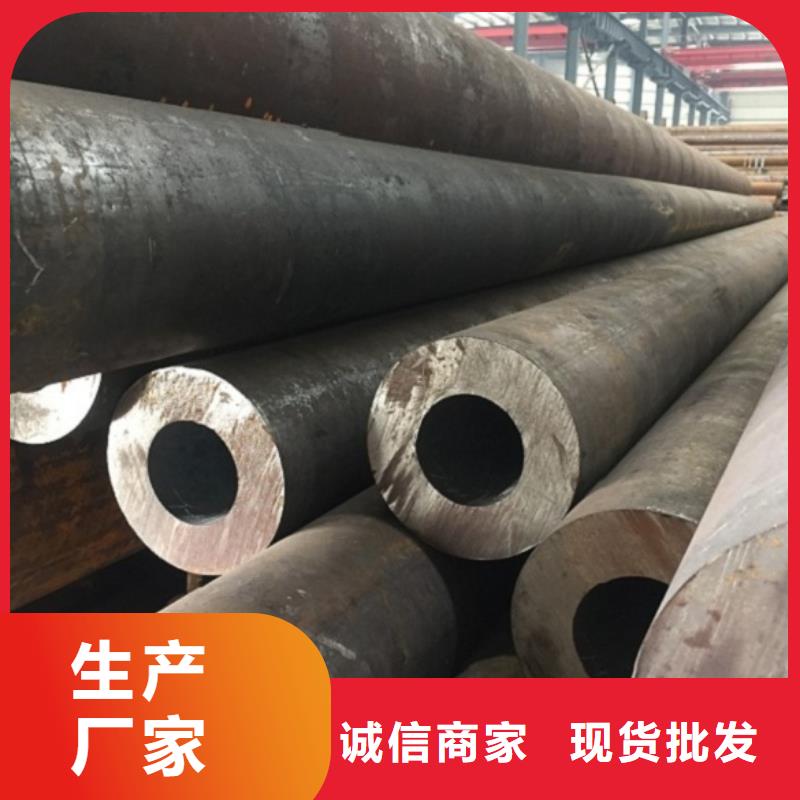
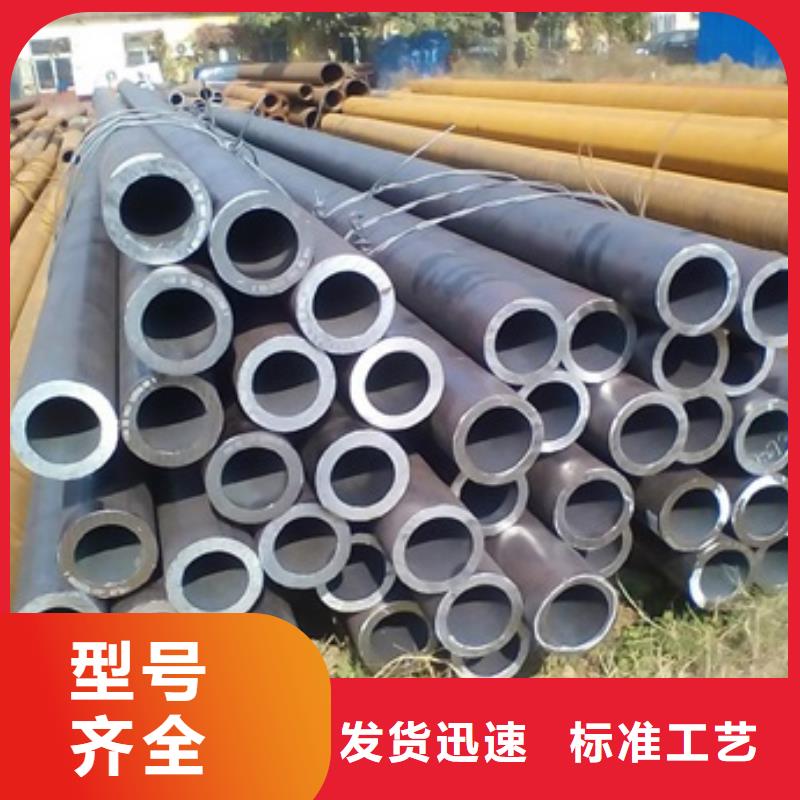
●20#無縫鋼管特性及適用范圍: 強度比15號鋼稍高,很少淬火,無回火脆性。冷變形塑性高、一般供彎曲、壓延、彎邊和錘拱等加工,電弧焊和接觸焊的焊接性能好,氣焊時厚度小,外形要求嚴格或形狀復雜的制件上易發(fā)生裂紋。切削加工性冷拔或正火狀態(tài)較退火狀態(tài)好、一般用于制造受力不大而韌性要求高的。 ●20#無縫管化學成份: 碳 C :0.17~0.24"硅 Si:0.17~0.37錳 Mn:0.35~0.65硫 S :≤0.035磷 P :≤0.035鉻 Cr:≤0.25鎳 Ni:≤0.25銅 Cu:≤0.25 ●20#無縫鋼管力學性能: 抗拉強度 σb (MPa):≥410(42)屈服強度 σs (MPa):≥245(25)伸長率 δ5 (%):≥25斷面收縮率 ψ (%):≥5,硬度 :未熱處理,≤156HB,試樣尺寸:試樣尺寸25mm ●20#無縫鋼管熱處理規(guī)范及金相組織: 熱處理規(guī)范:正火,910℃,空冷。金相組織:鐵素體+珠光體。 ●20#無縫鋼管交貨狀態(tài):以不熱處理或熱處理(退火、正火或高溫回火)狀態(tài)交貨。要求熱處理狀態(tài)交貨的應在合同中注明,未注明者按不熱處理交貨。


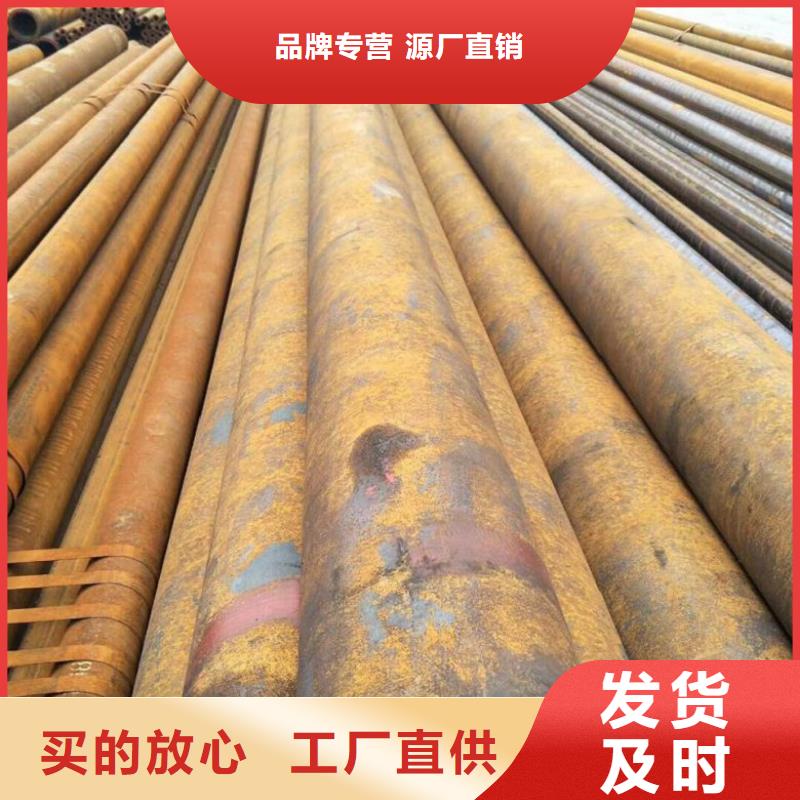
熱連軋無縫鋼管內結疤缺陷是存在于鋼管內表面,類似于黃豆粒大小的凹坑,結疤內大部分有呈灰褐色或灰黑色的異物。內結疤的影響因素有:除氧化物劑、噴吹工藝、芯棒潤滑等因素。下面就隨無縫鋼管廠家小編來看一下如何控制無縫鋼管的內表面缺陷: 1、除氧化物劑 氧化物要求在芯棒預穿時處于熔融狀態(tài)。其力度等嚴格要求。 1)除氧化物劑粉末粒度一般要求在16目左右。 2)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在毛管內腔中充分燃燒。 3)根據毛管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的毛管噴吹得除氧化物劑量是不同的。 2、噴吹工藝參數(shù) 1)噴吹壓力應與毛管直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從毛管內吹走。 2)吹掃時間應根據毛管直接、長度進行調節(jié),以毛管內沒有懸浮的金屬氧化物再被吹出為標準。 3)噴嘴高度應根據毛管直徑進行調節(jié),以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在毛管內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。 3、芯棒潤滑 芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產過程中需要嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。



艾斯特鋼材有限公司投資進行科研攻關,擁有一批技術骨干,專業(yè)設計生產我們的 宜昌興山合金鋼管產品,我們每一道生產工序都嚴格按照標準進行,并由專業(yè)技術人員進行檢查、把關,保證產品的質量全部通過ISO 9000認證,是人們信賴的 宜昌興山合金鋼管廠家。


