


想一睹常年供應(yīng)鍍鋅鋼管-口碑好產(chǎn)品的真實風(fēng)采嗎?我們的現(xiàn)場實拍視頻將帶您親臨現(xiàn)場,帶你感受常年供應(yīng)鍍鋅鋼管-口碑好產(chǎn)品的獨(dú)特之處!
以下是:常年供應(yīng)鍍鋅鋼管-口碑好的圖文介紹
鍍鋅鋼管-口碑好")
鑫邦源特鋼有限公司生產(chǎn)制造 西安未央輸送管等產(chǎn)品。本企業(yè)文化是企業(yè)發(fā)展的原動力,公司歷來注重企業(yè)的文化建設(shè),以人為本,厚德載物,共贏俱進(jìn),從 西安未央輸送管產(chǎn)品的開發(fā),企業(yè)的管理到市場的推廣都賦予人性化的理念。在人才的引進(jìn)和培養(yǎng)、提拔上奉行“德才兼?zhèn)洌ú攀桥e”的原則,吸引了一大批各地的人才共創(chuàng)事業(yè)。
鍍鋅鋼管-口碑好")
鍍鋅鋼管-口碑好")
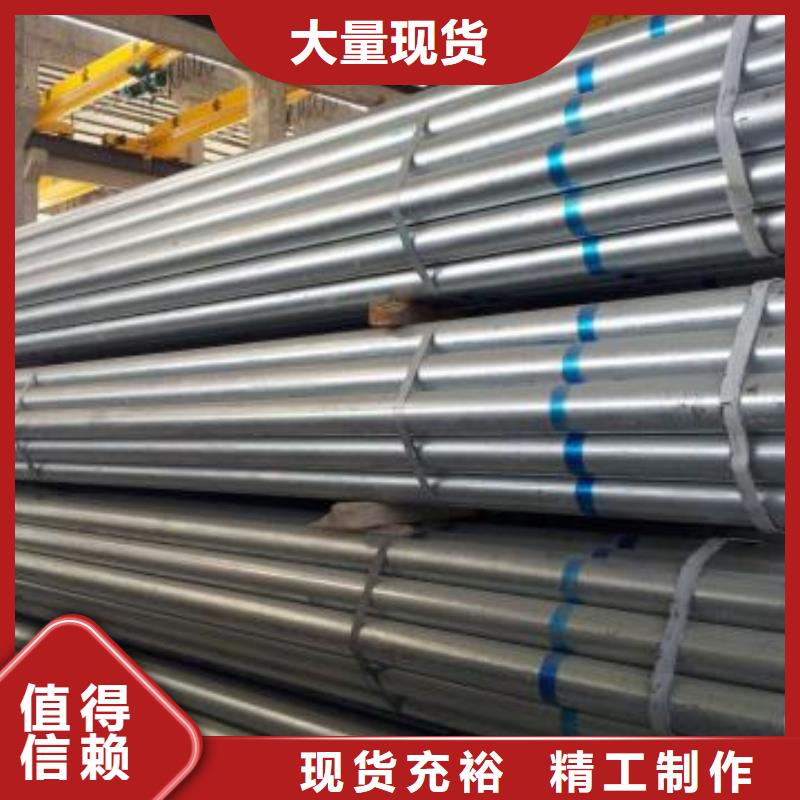
  熱鍍鋅鋼管熱鍍鋅管(Hot dip galvanized steel tube),為提高鋼管的耐腐蝕性能,對一般鋼管進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低,表面光滑度減低。 熱鍍鋅鋼管與冷鍍鋅鋼管的區(qū)別種:冷鍍鋅管和熱鍍鋅管在作業(yè)方式上面有著很大的區(qū)別。熱鍍鋅中的鋅是在450攝氏度到480攝氏度中取得的鋅,而冷鍍鋅鋼管中的鋅是常溫下經(jīng)過電鍍?nèi)〉玫降匿\。 第二種:冷鍍鋅管和熱鍍鋅管在鍍鋅層厚度有著很大的區(qū)別,熱鍍鋅鋼管中鋅的厚度要比冷鍍鋅鋼管中鋅的厚度厚上很多。 第三種:冷鍍鋅管和熱鍍鋅管在表面光滑度上有著很大的區(qū)別,冷鍍鋅鋼管的表面要比熱鍍鋅鋼管的表面粗糙很多。 第四種:冷鍍鋅管和熱鍍鋅管在價格上面也有著很大的區(qū)別,熱鍍鋅鋼管都是有正規(guī)的鍍鋅管生產(chǎn)廠家生產(chǎn)的,為了保證鍍鋅管的質(zhì)量,他們一般情況下不會采用電鍍鋅這種鍍鋅方式,而那些設(shè)備比較陳舊、規(guī)模比較小的企業(yè)大多采用電鍍鋅這種模式,自然而然的,冷鍍鋅鋼管要比熱鍍鋅鋼管便宜很多。 第五種:冷鍍鋅鋼管只鍍鋅鋼管的一面,而熱鍍鋅鋼管要把鋼管鍍鋅。 第六種:冷鍍鋅管和熱鍍鋅管在附著力上面也有很大的區(qū)別,冷鍍鋅鋼管的附著力要比熱鍍鋅鋼管的附著力差上很多,因為冷鍍鋅鋼管的鋼管基體和鋅層之間是獨(dú)立存在的,鋅層非常的薄,而且還是簡單的附在鋼管基體上面,所以冷鍍鋅鋼管很容易脫落。 冷鍍鋅鋼管 冷鍍鋅鋼管,采用電鍍工藝,只在鋼管的外壁鍍鋅,鋼管的內(nèi)壁沒有鍍鋅;熱鍍鋅鋼管采用的是熱浸鍍鋅工藝,鋼管的內(nèi)、外壁都有鋅層, 做出過有關(guān)規(guī)定,冷鍍鋅鋼管不能充當(dāng)煤氣管道和水管道,冷鍍鋅的耐腐蝕性能太差,鋅層還很容易脫落,由于存在隱患已被 禁止使用。 熱鍍鋅鋼管壁厚規(guī)范 今天分享的熱鍍鋅鋼管與冷鍍鋅鋼管的區(qū)別內(nèi)容就到這里,兩者的區(qū)別除了上述所說之外, 的就是耐腐蝕性能的差別,冷鍍鋅鋼管鍍鋅量很少,只有10-50g/m2,熱鍍鋅要高出幾倍,顯然比較。如果過對本次內(nèi)容還有不理解的可以聯(lián)系客服咨詢,多些支持。
鍍鋅鋼管-口碑好")
鍍鋅鋼管-口碑好")
鍍鋅鋼管-口碑好")
鍍鋅鋼管-口碑好")
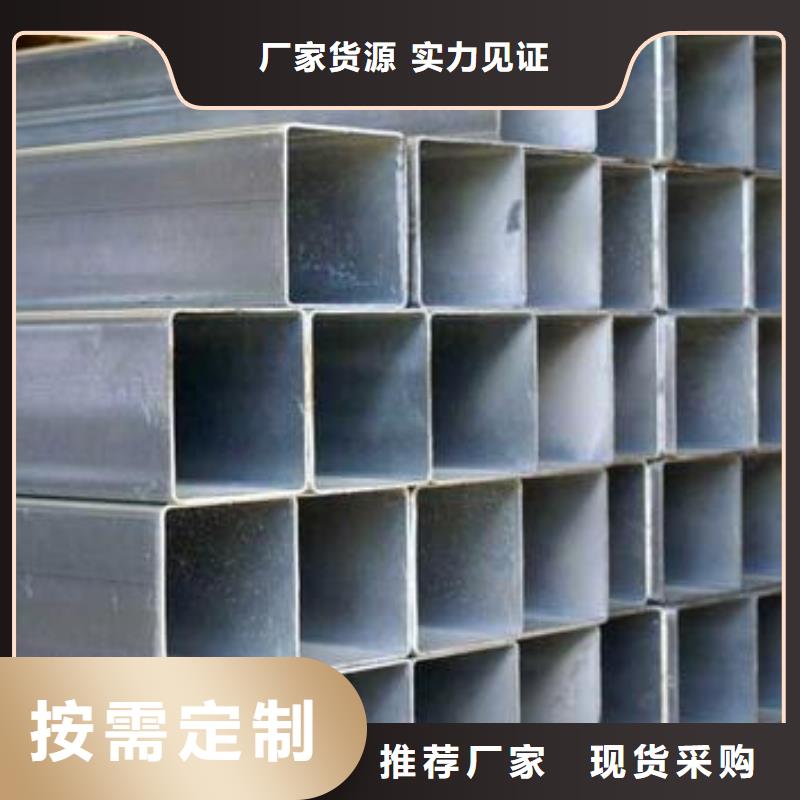
鍍鋅帶焊管以其壁厚大、材質(zhì)好、加工工藝穩(wěn)定,成為目前國內(nèi)外大型油氣輸送工程的 鋼管。在鍍鋅帶焊管接接頭中,焊縫和熱影響區(qū)是容易產(chǎn)生各種缺陷的地方,而焊接咬邊、氣孔、夾渣、未熔合、未焊透、焊瘤、燒穿、焊接裂紋是主要焊接缺陷形式,也常常是使直縫埋弧焊管發(fā)生質(zhì)量事故的起源。
鍍鋅帶焊管質(zhì)量控制措施為:
1、焊接前質(zhì)量控制
1)首先要把好原材料質(zhì)量關(guān),經(jīng)檢驗合格后方能正式進(jìn)入施工現(xiàn)場,堅決杜絕使用不合格鋼材。
2)其次是對焊接材料的管理。檢查焊接材料是否為合格產(chǎn)品,儲存和烘焙制度是否執(zhí)行,發(fā)放的焊接材料表面是否清潔無銹,焊條的藥皮是否完好、有無霉變。
3)再次是焊接區(qū)清潔管理。檢查焊接區(qū)的清潔質(zhì)量,不得有水、油、鐵銹和氧化膜等污物,這對防止焊縫外部缺陷的產(chǎn)生有重要作用。
4)選擇合適的焊接方法,應(yīng)實行先試焊、后施焊原則。
2、焊接中的質(zhì)量控制
1)根據(jù)焊接工藝規(guī)程復(fù)核焊絲和焊劑的規(guī)格是否正確,防止錯用焊絲和焊劑而造成焊接質(zhì)量事故。
鍍鋅帶焊管焊接質(zhì)量控制措施
2)對焊接環(huán)境進(jìn)行監(jiān)督,當(dāng)焊接環(huán)境不好(溫度低于0℃、相對濕度大于90%)時應(yīng)采取相應(yīng)措施后進(jìn)行焊接。
3)預(yù)焊前先檢驗坡口尺寸,包括間隙、鈍邊、角度及錯口等是否符合工藝要求。
4)在埋弧自動內(nèi)外焊接過程中選用的焊接電流、焊接電壓、焊接速度等工藝參數(shù)是否正確。
5)監(jiān)督焊接人員在埋弧自動內(nèi)外焊接時充分利用鋼管管端引弧板長度,加強(qiáng)內(nèi)外焊接時引弧板的使用效率,這有助于提高管端焊接質(zhì)量。
6)監(jiān)督焊接人員在補(bǔ)焊時是否先將熔渣清理干凈、是否已徹底處理接頭,坡口處是否有油、鐵銹、渣、水、漆等污物。
鍍鋅帶焊管質(zhì)量控制措施為:
1、焊接前質(zhì)量控制
1)首先要把好原材料質(zhì)量關(guān),經(jīng)檢驗合格后方能正式進(jìn)入施工現(xiàn)場,堅決杜絕使用不合格鋼材。
2)其次是對焊接材料的管理。檢查焊接材料是否為合格產(chǎn)品,儲存和烘焙制度是否執(zhí)行,發(fā)放的焊接材料表面是否清潔無銹,焊條的藥皮是否完好、有無霉變。
3)再次是焊接區(qū)清潔管理。檢查焊接區(qū)的清潔質(zhì)量,不得有水、油、鐵銹和氧化膜等污物,這對防止焊縫外部缺陷的產(chǎn)生有重要作用。
4)選擇合適的焊接方法,應(yīng)實行先試焊、后施焊原則。
2、焊接中的質(zhì)量控制
1)根據(jù)焊接工藝規(guī)程復(fù)核焊絲和焊劑的規(guī)格是否正確,防止錯用焊絲和焊劑而造成焊接質(zhì)量事故。
鍍鋅帶焊管焊接質(zhì)量控制措施
2)對焊接環(huán)境進(jìn)行監(jiān)督,當(dāng)焊接環(huán)境不好(溫度低于0℃、相對濕度大于90%)時應(yīng)采取相應(yīng)措施后進(jìn)行焊接。
3)預(yù)焊前先檢驗坡口尺寸,包括間隙、鈍邊、角度及錯口等是否符合工藝要求。
4)在埋弧自動內(nèi)外焊接過程中選用的焊接電流、焊接電壓、焊接速度等工藝參數(shù)是否正確。
5)監(jiān)督焊接人員在埋弧自動內(nèi)外焊接時充分利用鋼管管端引弧板長度,加強(qiáng)內(nèi)外焊接時引弧板的使用效率,這有助于提高管端焊接質(zhì)量。
6)監(jiān)督焊接人員在補(bǔ)焊時是否先將熔渣清理干凈、是否已徹底處理接頭,坡口處是否有油、鐵銹、渣、水、漆等污物。
鍍鋅鋼管-口碑好")
鍍鋅鋼管-口碑好")
鍍鋅鋼管-口碑好")
點(diǎn)擊查看鑫邦源特鋼有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
