

如果你想要更深入地了解我們的不銹鋼管方管廠家有實力有經驗產品,那么請務必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
以下是:不銹鋼管方管廠家有實力有經驗的圖文介紹
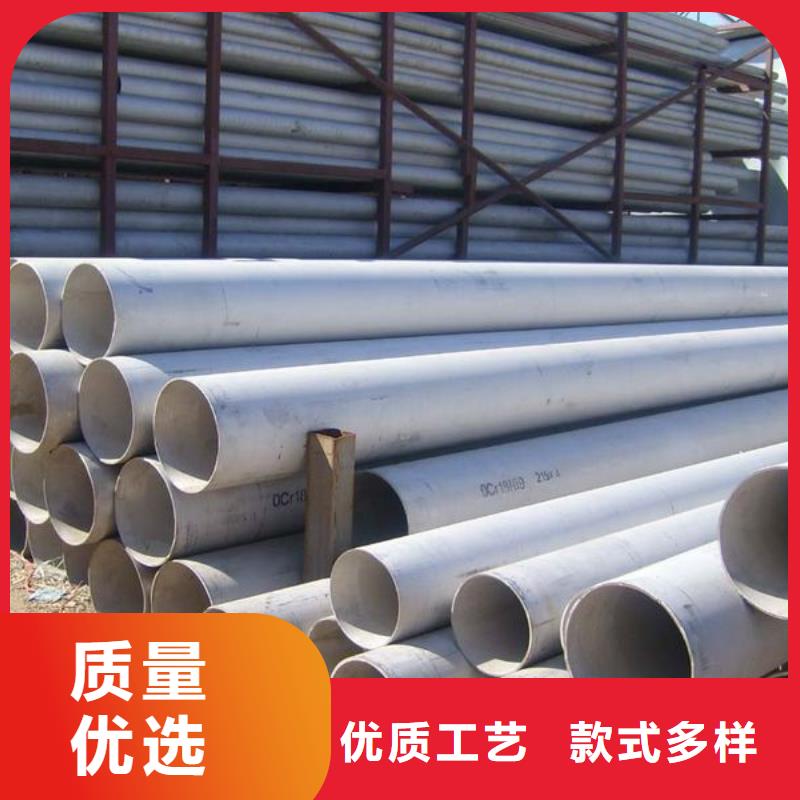
國耀宏業鋼鐵有限公司成立多年,公司聚集了一批行業人才公司有能力,有信心為廣大客戶提供合格的 山東淄博鍍鋅鋼板服務。


其形成受Cr富集程度以及C、N含量影響。若不銹鋼合金液時,б相優先在鐵素體中析出,可有效防止形成熱裂紋。相反,若б相優先在奧氏體中析出,則會造成周圍區域嚴重貧鉻。然而,若奧氏體中存在自由C、N原子時,б相的形成會受阻,既就是說,C、N的存在增大了б相在奧氏體中的析出難度。
c)TiC固溶到奧氏體晶格中并形成貧鉻層而引起的晶間腐蝕1Cr18Ni9Ti奧氏體不銹鋼厚壁鋼管,因加入了化元素Ti等,且Ti主要是以TiC的沉淀游離態存在。焊接過程中,TiC在高溫下將發生溶解,Ti會以間隙原子的形式進入到奧氏體晶粒的晶格間隙中,C會進入到奧氏體點陣的空隙中,且其固溶量隨溫度的升高而增大。
超窄間隙焊接采用低線能量,不僅可加快熔池的凝固速度、縮短C向奧氏體晶界的擴散時間、C的擴散程度、C在晶界的富集量、降低晶界貧鉻程度,還能阻阻奧氏體中析出б相,減輕焊縫區晶間腐蝕的傾向、防止熔合線附近發生刀狀腐蝕;同時還能縮短HAZ區敏化加熱的時間,接頭耐晶間腐蝕的能力。
冷卻凝固過程中,C的擴散能力較強,向奧氏體晶粒的邊界運動,而Ti則因擴散能力不足,保留在原來位置附近,造成C在晶界大量富集而達到過飽合。若經歷450~850℃的敏化加熱,C與Cr化合使晶界貧鉻。在腐蝕介質中,導致晶間腐蝕,在熔合線附近易出現深而細如刀削切口的晶間腐蝕(即刀狀腐蝕)。
c)TiC固溶到奧氏體晶格中并形成貧鉻層而引起的晶間腐蝕1Cr18Ni9Ti奧氏體不銹鋼厚壁鋼管,因加入了化元素Ti等,且Ti主要是以TiC的沉淀游離態存在。焊接過程中,TiC在高溫下將發生溶解,Ti會以間隙原子的形式進入到奧氏體晶粒的晶格間隙中,C會進入到奧氏體點陣的空隙中,且其固溶量隨溫度的升高而增大。
超窄間隙焊接采用低線能量,不僅可加快熔池的凝固速度、縮短C向奧氏體晶界的擴散時間、C的擴散程度、C在晶界的富集量、降低晶界貧鉻程度,還能阻阻奧氏體中析出б相,減輕焊縫區晶間腐蝕的傾向、防止熔合線附近發生刀狀腐蝕;同時還能縮短HAZ區敏化加熱的時間,接頭耐晶間腐蝕的能力。
冷卻凝固過程中,C的擴散能力較強,向奧氏體晶粒的邊界運動,而Ti則因擴散能力不足,保留在原來位置附近,造成C在晶界大量富集而達到過飽合。若經歷450~850℃的敏化加熱,C與Cr化合使晶界貧鉻。在腐蝕介質中,導致晶間腐蝕,在熔合線附近易出現深而細如刀削切口的晶間腐蝕(即刀狀腐蝕)。


容器一般對焊縫有內在和外觀成形的嚴格要求,而不銹鋼管焊條電弧焊與碳鋼焊條電弧焊相比,其熔池,熔渣和熔池金屬難區分,不宜控制,焊縫外觀成形依據焊接操作人員的水平有很大差異,尤其在層打底焊時,。化工行業的容器其壁厚一般在6~20mm范圍內,因而在制造過程中普遍存在一個問題,即焊接方法的選擇。
由于奧氏體不銹鋼管的電阻率為低碳鋼的4倍以上,焊接時產生的電阻熱較大,藥皮容易發紅和開裂,所以同樣直徑的焊條焊接電流值應比低碳鋼降低20%左右,焊條長度亦比同直徑的碳鋼焊條短,否則焊接時由于藥皮的迅速發紅、開裂會失去保護而無法焊接。
焊條有酸性鈦鈣型和堿性低型兩大類。低型的不銹鋼管焊條抗熱裂性較高,但成形不如鈦鈣型焊條,耐腐蝕性也較差。鈦鈣型焊條具有良好的工藝性能,生產中應用較普遍。施焊時,焊條不應作橫向擺動,采用小電流、快速焊,一次焊成的焊縫不宜過寬,不超過焊條直徑的3倍。
(二)18-8奧氏體不銹鋼管的埋弧焊工藝:18-8奧氏體不銹鋼管埋弧焊時,由于焊接電流密度大,熱量集中,因此形成的弧坑也較大,并且熔池厚度也增大,在局部間隙的較大處很容易燒穿,因此在施焊過程中需要在焊件背面采取一定的工藝措施,以防燒漏。
由于奧氏體不銹鋼管的電阻率為低碳鋼的4倍以上,焊接時產生的電阻熱較大,藥皮容易發紅和開裂,所以同樣直徑的焊條焊接電流值應比低碳鋼降低20%左右,焊條長度亦比同直徑的碳鋼焊條短,否則焊接時由于藥皮的迅速發紅、開裂會失去保護而無法焊接。
焊條有酸性鈦鈣型和堿性低型兩大類。低型的不銹鋼管焊條抗熱裂性較高,但成形不如鈦鈣型焊條,耐腐蝕性也較差。鈦鈣型焊條具有良好的工藝性能,生產中應用較普遍。施焊時,焊條不應作橫向擺動,采用小電流、快速焊,一次焊成的焊縫不宜過寬,不超過焊條直徑的3倍。
(二)18-8奧氏體不銹鋼管的埋弧焊工藝:18-8奧氏體不銹鋼管埋弧焊時,由于焊接電流密度大,熱量集中,因此形成的弧坑也較大,并且熔池厚度也增大,在局部間隙的較大處很容易燒穿,因此在施焊過程中需要在焊件背面采取一定的工藝措施,以防燒漏。




