




想要更直觀地感受數控等離子切割機_光纖激光切割機使用方法產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:數控等離子切割機_光纖激光切割機使用方法的圖文介紹


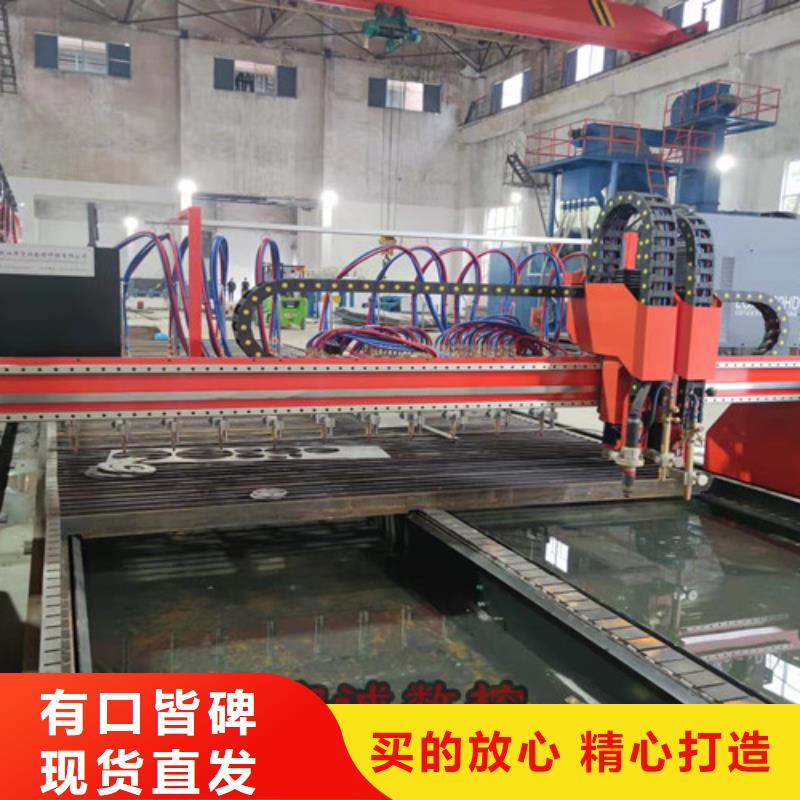
日常的數控等離子切割機加工過程中,為了提高切割質量效果,需要操作人員關注數控等離子切割機幾方面的因素和表現,南通陽光焊割在多年數控等離子切割機設備的研發生產中總結了如下五大要素,希望能給廣大用戶企業一些幫助和參考:1. 數控等離子切割機弧高也就是電弧高度,由于等離子弧是橄欖球外形,所以電弧高度嚴重影響切割質量,假如選擇不當,將會形成切割面不垂直或者嚴重偏向,普通來說,厚板的弧高要小于薄板。2. 數控等離子切割機弧壓經過調理弧壓來調理輸出等離子能量的大小,弧壓越大,輸出的能量就越大。3. 數控等離子切割機延遲主要用于穿孔,延遲的目的是為了可以正常穿孔,是切割時從穿孔到行進所需的時間,厚板時延遲時間要大于薄板。4. 數控等離子切割機移動速度合理的參數只要一個 移動速度。5. 數控等離子切割機自動調高系統自動調高系統中主要調理的是穿孔高度,穿孔高度的設置是為了穿孔時維護割炬,不合理的穿孔高度容易損壞易損件以至形成燒搶的嚴重結果。



數控等離子切割機有多重形式,不少朋友不知道應該如何選擇?今天奧迅數控切割機小編就和大家分享一下這個話題,數控等離子切割機如何選擇,什么情況下選擇臺式數控數控等離子切割機,什么情況下選擇便攜式數控數控等離子切割機。
數控等離子切割機分為手切和數控等離子,其區別就是引入數控系統,用機械手代替人工,用電腦和弧壓信號來控制等離子割槍運行軌跡,其工藝和效率都有質的。數控數控等離子切割機主要分為三個部分,一是便攜式數控數控等離子切割機,二是臺式數控數控等離子切割機,三是龍門式數控數控等離子切割機。那么在實際使用中應該如何選擇呢?
便攜式數控數控等離子切割機是屬于入門級產品,相對臺式等離子和龍門式等離子來說,這個應用范圍統籌這兩種,但是由于單邊驅動的原因又存在一定局限性。其特點是易移動,靈活多變,門楷低。中小型企業,個體加工戶都能用得起。根據其具體使用范圍來做配套工裝。而臺式數控數控等離子切割機,其特點就是雙邊驅動,有固定的工裝。如果有客戶主要采用等離子切割,買一個便攜切割機然后再焊接工裝,購買等離子電源,其一番操作下來與臺式等離子成本無異。所以針對于主要薄板且只用等離子切割的用戶, 就是臺式數控等離子切割機了。
在數控切割機選用上,如果把龍門切割機和數控等離子切割機比作兩個并排的大圓圈的話,那么便攜式數控切割機的應用范圍應該就是包含了兩者八成以上的大圓。這樣的比喻應該比較直觀形象了。所以在客戶選擇數控等離子切割機的時候,要明確自己加工范圍與用途,薄板 臺式或便攜式,厚板整大板 便攜或是龍門。
以上是選擇數控等離子切割機的一些基本常識,更多有關數控數控等離子切割機以及數控火焰切割機等問題,歡迎關注我們奧迅數控切割!

數控等離子切割機噴嘴高度
數控等離子切割機噴嘴高度是指噴嘴端面與切割表面的距離,它構成了整個弧長的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會使弧長增加并導致電弧電壓加大,從而使電弧功率提高;但同時也會使暴露在環境中的弧長增長,弧柱損失的力量增多。
在兩個因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會使有效的切割力量減小,致使切割能力降低。通常表現是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過熔而出現圓角等。另外,從等離子射流的形態方面考慮,射流直徑在離開割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對提高切割速度和切割質量都是有益的,但是,噴嘴高度過低時可能會引起雙弧現象。采用陶瓷外噴嘴可以將噴嘴高度設為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。


數控等離子切割機與激光切割機的比較
數控等離子切割機是一種新型的熱切割設備,它的工作原理是以壓縮空氣為工作氣體,以高溫高速的等離子弧為熱源、將被切割的金屬局部熔化、并同時用高速氣流將已熔化的金屬吹走、形成狹窄切縫。
等離子切割機可用于不銹鋼、鋁、銅、鑄鐵、碳鋼等各種金屬材料切割,不僅切割速度快、切縫狹窄、切口平整、熱影響區小,工件變形度低、操作簡單,而且具有顯著的節能效果。等離子切割機適用于各種機械、金屬結構的制造、安裝和維修,作中、薄板材的切斷、開孔、挖補、開坡口等切割加工。
激光切割是利用高功率密度的激光束掃描過材料表面,在極短時間內將材料加熱到幾千至上萬攝氏度,使材料熔化或氣化,再用高壓氣體將熔化或氣化物質從切縫中吹走,達到切割材料的目的。
激光切割,由于是用不可見的光束代替了傳統的機械刀,激光刀頭的機械部分與工作無接觸,在工作中不會對工作表面造成劃傷;激光切割速度快,切口光滑平整,一般無需后續加工;切割熱影響區小,板材變形小,切縫窄(0.1mm~0.3mm);切口沒有機械應力,無剪切毛刺;加工精度高,重復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經濟省時。
就切割精度而言,等離子能達到1mm以內,激光能達到0.2mm以內;在成本上等離子切割機相對于激光切割機來說要便宜的多,在加工精度上等離子切割相對于激光切割一個是粗加工,一個是精細加工!
等離子切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
等離子切割發展到現在,等離子切割機可采用的工作氣體(工作氣體是等離子弧的導電介質,等離子切割機又是攜熱體,同時還要排除切口中的熔融金屬)對等離子弧的切割特性以及切割質量、速度都有明顯的影響。常用的等離子弧工作氣體有氬、氫、氮、氧、空氣、水蒸氣以及某些混合氣體。
等離子切割機廣泛運用于汽車、機車、壓力容器、化工機械、核工業、通用機械、工程機械、鋼結構等各行各業!



誠信與敬業為立足 安徽巢湖大功率激光切割機市場之根本,技術與質量為引導 安徽巢湖大功率激光切割機市場之前提,服務與指導為鞏固 安徽巢湖大功率激光切割機市場之關鍵,華宇誠數控科技有限公司人以用戶利益為己任,服務于社會。


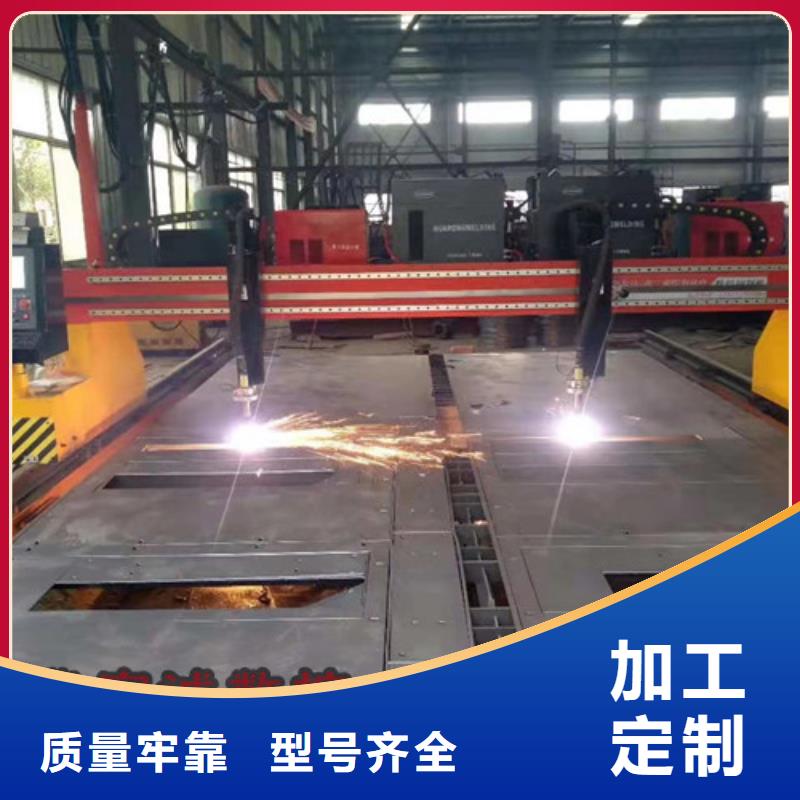
在數控等離子切割機過程中,存在穿孔切割和邊緣切割的說法,這兩者之間到底有啥區別呢?兩者之間的差異是受什么因素影響呢?今天我們以等離子切割為例,分享一下穿孔切割和邊緣切割的區別?
穿孔切割和邊緣切割的區別,顧名思義,在數控等離子切割機過程中一種方式是在鋼板上位置上直接穿孔,穿孔成功后在按照引入線進入圖形切割的一種切割方式,而邊緣切割是指的在切割操作中,切割機從鋼板的邊緣開始切割,然后再按照引入線進入圖形切割。在實際生產過程中,尤其是配件加工作業。多數使用的是穿孔切割方法。
大家了解數控等離子切割機的參數后發現,一般穿孔切割的切割厚度要小于邊緣切割厚度,到底是什么因素造就的這一差異呢?數控等離子切割機設備小編告訴大家,造成兩種切割厚度差異的根本原因是溫度。大家都知道無論是火焰切割,還是等離子切割,都屬于高溫切割,在切割作用中溫度可以達到幾千度,當在穿孔作業中,由于溫度擴散面減少近一半,所以對割嘴的溫度影響很大。
等離子切割機在實際應用中,25mm厚的板材就很難實現穿孔切割了,由于不能快速穿透鋼板,導致高溫把割嘴損壞,所以在25mm以上的金屬板切割中,盡量使用邊緣切割。而在20mm以上的碳鋼切割中,一般都采用火焰切割了!



