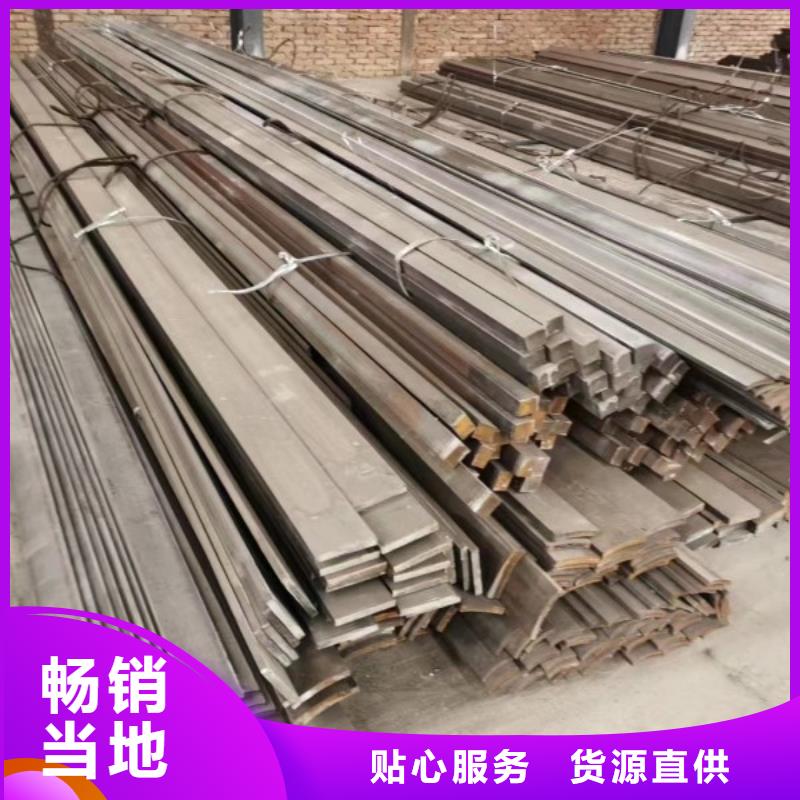


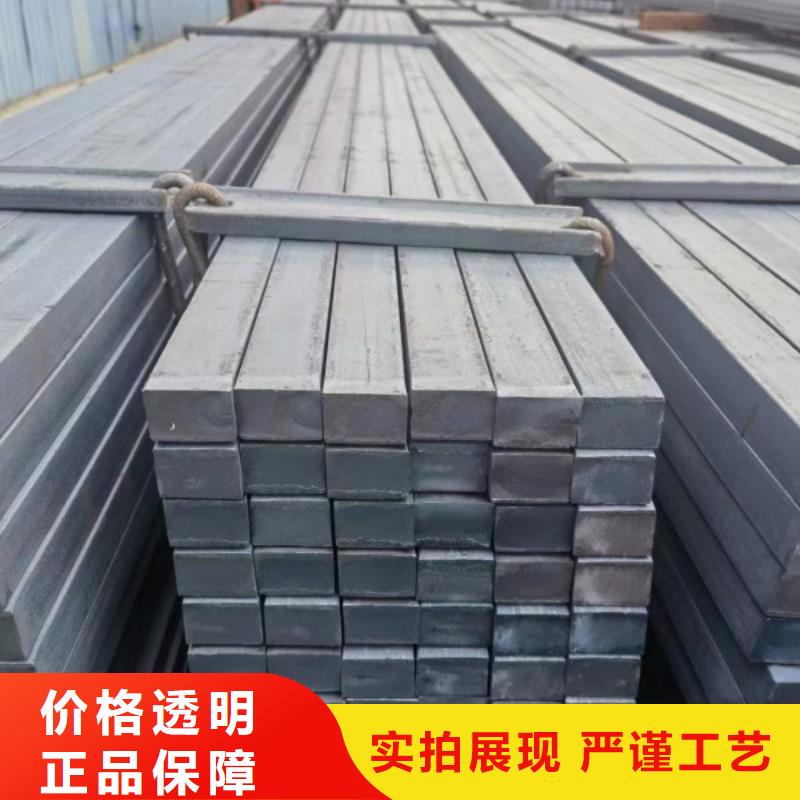
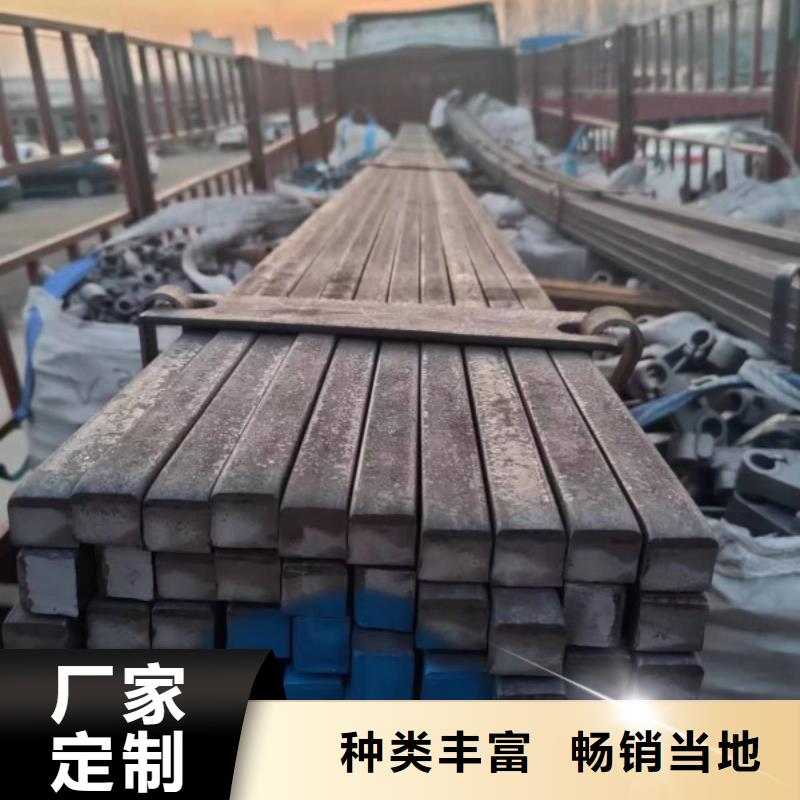
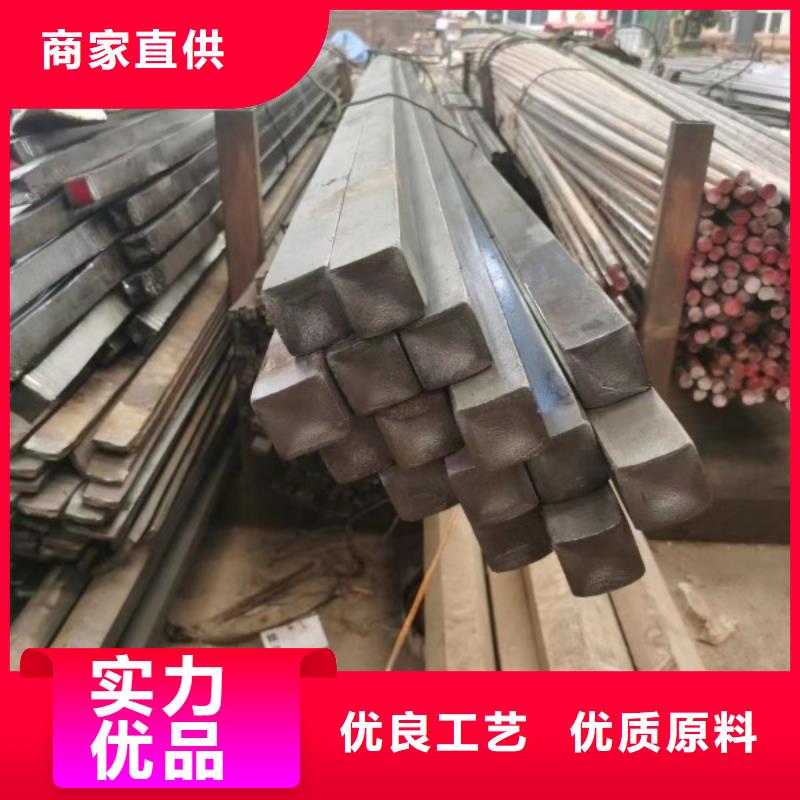
文字再美,也抵不過視頻中的Q235熱軋方鋼65*65產品真實呈現,趕快點擊觀看吧!
以下是:Q235熱軋方鋼65*65的圖文介紹
聯眾物資有限公司多年來始終堅持“誠信為本,質量保證,客戶至上”的服務理念,為廣大客戶和消費者服務,本公司一貫奉行以質量求生產,以質量求發展,對 浙江紹興無縫方管、冷拉異型鋼廠家、冷拉麻花鋼廠家、冷拉圓鋼廠家產品精益求精,以優質的 浙江紹興無縫方管、冷拉異型鋼廠家、冷拉麻花鋼廠家、冷拉圓鋼廠家產品供給客戶,服務至上,價格合理,而受到廣大客戶的贊譽,歡迎廣大客戶來廠實地考察洽談。


華爾網冷拉方鋼進行冷拔的整個過程中,為了終產品的質量,需要對冷拉操作進行良好的控制。首先是針對冷拉應力的控制,對于Ⅱ、Ⅲ、Ⅳ級鋼筋和5號鋼的鋼筋,在冷拉后,作預應力鋼筋使用的,要用冷拉應力控制。但鋼筋冷拉后經檢查,冷拉率超過了規范規定值,還要再進行機械能實驗。 其次是要滿足冷拉率測定的控制要求,也就是說,華爾網冷拉方鋼在采用冷拉率來控制冷拉方鋼的冷拉操作時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批鋼筋的實際冷拉率



如果鋼筋強度偏高,平均的冷拉率低于1%時,在鋼筋冷拉時,仍要按1%的冷拉率控制。 第三點是要對不同批次的華爾網冷拉方鋼進行合理的冷拉控制,這是因為對于混雜,或是分不清的冷拉方鋼在進行冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應力都要符合規范規定。 第四是需要對冷拉速度進行良好的控制,也就是說要想使華爾網冷拉方鋼得到充分變形,就要適當控制冷拉速度,一般以0.5——1.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉2——3以后,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。 是針對于冷拉控制所采用的方法,就目前來說,華爾網冷拉方鋼冷拉時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對于材質不均勻的鋼筋,不可能逐根試驗,冷拉質量得不到。雙控方法可以避免上述問題。



