
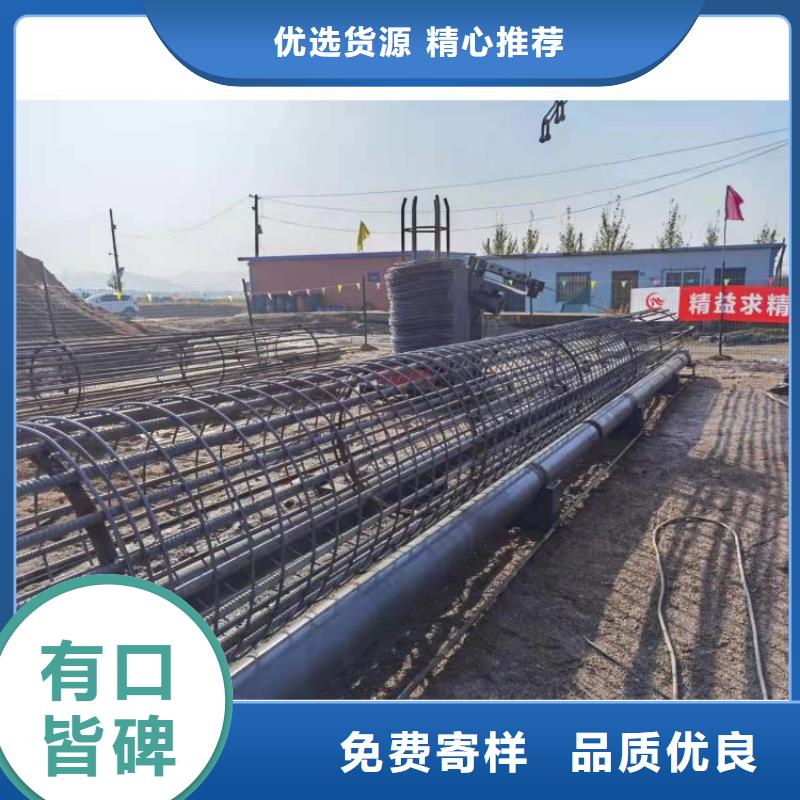




深圳數控全自動鋼筋籠滾籠焊機發貨及時
鋼筋籠滾籠機傳統以來,在有樁基施工的建筑工程中,樁基所用的鋼筋籠一直由人工纏繞綁扎或彎圓后焊接。由人工制作鋼筋籠,間距不均勻,松松垮垮,極易變形,影響了工程質量;且需要大量的人力,加工成本也很高。在我國各施工現場,還是以人工加工為主,但鋼筋籠的自動成型已成必然發展趨勢。 (設定各功能區域,選擇鋼筋籠生產工藝,確定本機位置) 安裝; 1、安裝基座;按區域位置鋪設中間動力基座,向兩邊連接其它基座并使其平行,連接螺栓不擰緊螺母,總長直線度≤5cm。 2、 機架;共7節機架,安裝于基座上并連接螺釘,傳動機架安裝在動力底座上,固定軸承座全部靠近小車方向。擰緊全部螺母。 傳動安裝;減速機安裝在動力基座電機底板上,安裝好鏈條,過渡鏈條松緊(指壓松邊20-50mm為宜),張緊鏈條盡量繃緊。

鋼筋籠滾籠機 2、自動化程度不容。鋼筋籠滾焊機自動化程度較高,工人只需要把鋼筋籠的內部加強圈提前制作好,所有的鋼筋籠制作工序都在鋼筋籠滾焊機上進行。而鋼筋籠繞筋機自動化程度較低,需要工人提前做好加強圈,并且把鋼筋籠主筋和加強圈焊接完畢制作成大致籠子的形狀,鋼筋籠繞筋機只做鋼筋籠外部繞筋的纏繞工序。 3、精密程度不同。鋼筋籠滾焊機制作出的鋼筋籠 不會出現直徑內縮現象,繞筋纏繞的誤差一米在2CM左右,非常標準。而鋼筋籠繞筋機根據要生產的鋼筋籠主筋和繞筋粗細程度的對比不同有的會出現直徑內縮現象,繞筋纏繞的誤差也會稍微大一些。 4、生產速度不同。一般而言如果工人能夠提前把加強圈和主筋焊接好供鋼筋籠繞筋機生產的話,鋼筋籠繞筋機的生產速度要高于鋼筋籠滾焊機。 5、需要工人數量不容。鋼筋籠滾焊機只需要3個工人就可生產,2人上料和準備加強圈,一人操作設備進行焊接。而鋼筋籠繞筋機需要工人多一些,需要工人把主筋和加強圈焊接好,供鋼筋籠繞筋機使用,大概需要4人,再加上一個人操作設備焊接。共需要5人操作。
 jmc
jmc
鋼筋籠滾籠機 全自動鋼筋籠繞筋機數控系統通電后的檢查: (1)先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。 (2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。 (3)CNC裝置的各種參數。包括系統參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。 (4)當數控裝置與機床聯機通電時,應在接通電源的同時,作好按壓緊急停止按鈕的準備,以備出現緊急情況時隨時切斷電源。 (5)在手動狀態下,低速進給移動各個軸,并且注意觀察機床移動方向和坐標值顯示是否正確。
 <深圳>建貿機械設備有限公司
<深圳>建貿機械設備有限公司
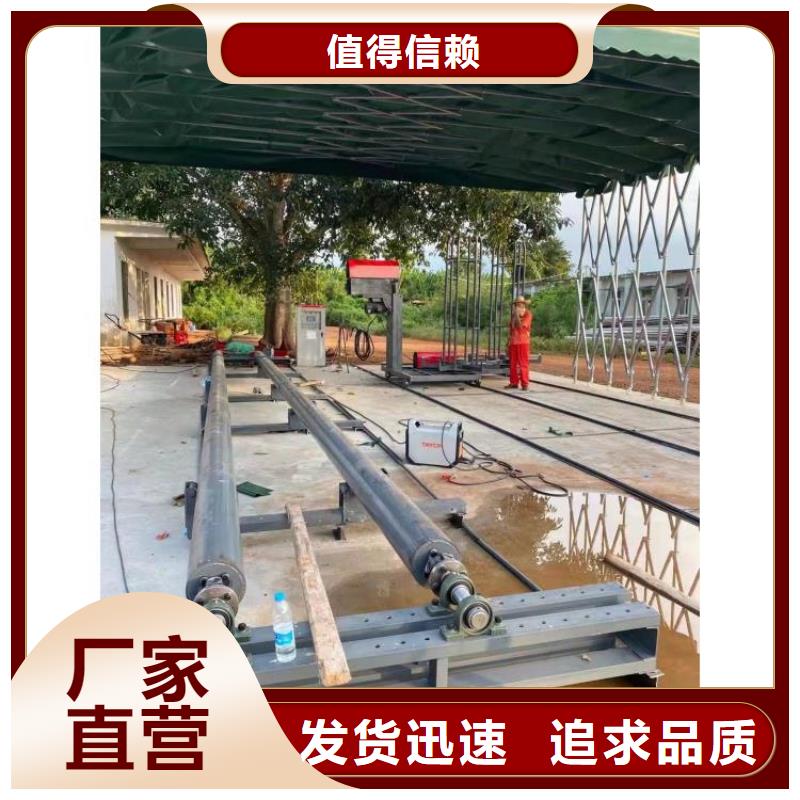
鋼筋籠繞筋機特點:鋼筋籠繞筋機自動化程度高。采用計算機控制、屏進行操作,速度、行走速度均為無級可調,加配自動焊接手,可實現自動焊接。2.焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。3.。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。 鋼筋籠滾籠機鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。


